Measuring moisture content of plastics is very important, because the existence of plastic moisture usually has a harmful effect on the performance of plastics and molding processing, and water will vaporize at high temperatures, causing defects such as bubbles, jet marks, and silver threads on the surface of the product. Therefore, the moisture content of plastics affects the processing of plastics. An important factor in process, product appearance and product characteristics that must be monitored.

1. The following product defects may occur in plastic injection molding products affected by moisture content:
1). Product dents and bubbles – caused by hygroscopic materials that are not well dried, and residual monomers and other compounds in the materials. To determine the cause of the pores, just observe whether the bubbles of the plastic product appear instantaneously when the mold is opened or after cooling. If it occurs instantaneously when the mold is opened, it is mostly a material problem. If it occurs after cooling, it is a problem with the mold or injection molding conditions.
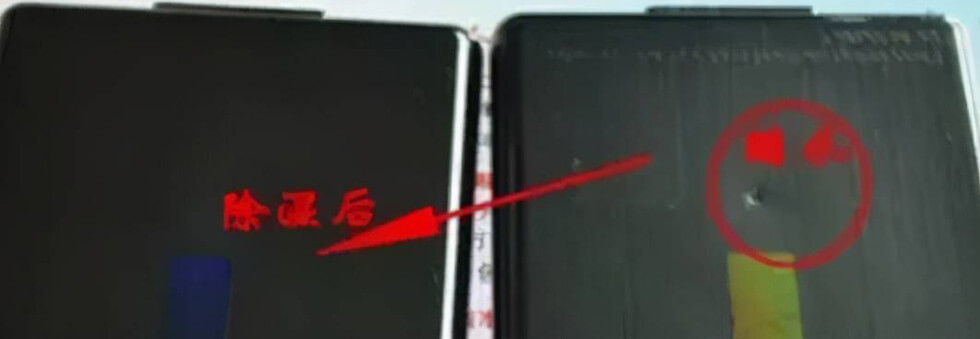
Dent phenomenon caused by excessive moisture content
Dent phenomenon caused by excessive moisture content
2). Product weld line (stitching line) – product seam is usually caused by low temperature and low pressure at the seam
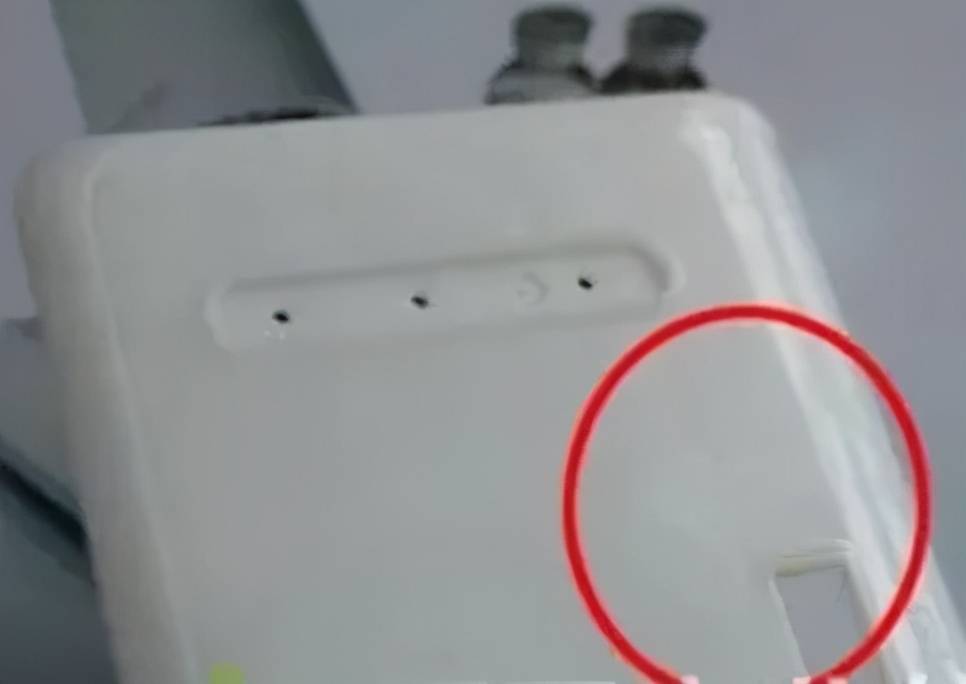
Seams caused by excessive moisture content
3). The product is brittle – due to the degradation of the material during the injection molding process or other reasons.
4). Material discoloration – due to scorching or degradation and other reasons.
5). Product silver wire and stripe

2. Injection molding defects caused by high water content in the plastic
The meaning of moisture management
1). Determination of moisture content of plastic raw materials
Moisture is an important indicator that affects the physical properties of plastic particles. Therefore, the monitoring of moisture content in the production process of raw materials for plastic particles is essential. For the buyer, the detection of the moisture content of the raw materials can enable both parties to better agree on product quality and specifications and avoid commercial disputes. At the same time, it also provides a scientific basis for the drying conditions of raw materials.
2). Determine the efficiency of the dryer, optimize the drying procedure, and improve the production efficiency.
Most engineering plastics and plastic alloy pellets contain different degrees of moisture, and the moisture is distributed on the particle surface and inside the particle. In addition, plastic particles usually have a certain degree of hygroscopicity. The air humidity in the production workshop, the packaging process, the transportation process, the storage environment and other external environmental conditions will have a certain impact on the moisture content in the material. Therefore, the raw materials must be dried with drying equipment before the molding of plastic products. The control of drying time is very important for the subsequent product forming process and product quality.

If the drying time is too short, the moisture in the plastic particles cannot be completely discharged, which will affect the internal quality and appearance quality of the plastic products, and cause processing difficulties. The inherent quality of plastic products is manifested in that the performance indicators are significantly reduced, the internal stress is increased, it is easy to crack, and the polymer is hydrolyzed and degraded; decrease, etc.
If the drying time is too long, the physical and chemical properties of the plastic particles themselves may be damaged, such as: degradation or volatilization of low-molecular-weight additives, decreased thermal stability, decreased toughness, and increased brittleness.
3. For the following common engineering plastics, the impact of excessive water content in the plastic injection moulding is as follows
1). PA Resin Moisture Content
As we all know, nylon is an engineering plastic that absorbs water easily, especially the water absorption rate of unmodified PA6 and PA66 is as high as 1.5%-1.9%. Nylon packaging bags are mostly multi-layer aluminum foil bags, which can be used directly. If the raw materials are exposed to the air for more than one hour, they must be dried.
If nylon with excessive water content is processed, the probability of burrs and jets will increase, and the tensile strength and impact strength of the product will also decrease.

2). PET, PBT Resin Moisture Content
The water absorption rate of PET and PBT is not very high, but it is extremely sensitive to the moisture content. Once the moisture content exceeds the allowable range, only insignificant jets appear on the surface of the product, while the tensile strength and impact strength are greatly reduced. Therefore, PET and PBT must be dried before processing.

3). POM Resin Moisture Content
The water absorption rate of POM is very low, and the water content has little effect on the mechanical properties of the product. However, it is still necessary to pay attention to the fact that the water accumulated on the surface of POM is likely to form a jet flow during processing, resulting in surface defects.
| Resin Name | Moisture Content in Air (%) | Moisture Content Limited in Injection Molding (%) |
|---|---|---|
| ABS | 0.25-0.45 | 0.1 |
| POM | 0.22-0.35 | 0.1 |
| PA66 | 1.5 | 0.2 |
| PA6 | 1.3-1.9 | 0.2 |
| PBT | 0.2 | 0.02 |
| PET | 0.22 | 0.05 |
| PC | 0.24 | 0.02 |
| PPO | 0.07-0.2 | 0.05 |
| PE | <0.01 | 0.5 |
| PP | <0.03 | 0.5 |
| PSU | 0.22 | 0.1 |
| PS | 0.03-0.1 | 0.1 |
| PPS | 0.02-0.08 | 0.1 |
| * Plastic water absorption and allowable water content statistics table. | ||
4. How to measure moisture content in plastics
At present, the most accurate test method for testing water content in the world is Karl Fischer test method. It has been adopted by many international standards, such as ISO, ASTM, DIN, BS, and JIS. Common test standards ISO 15512, ISO 15512, SH/T 1770.

Karl Fischer moisture analyzer for plastics
The principle of the Karl Fischer test is very simple, that is, the weight change is measured by the reaction of SO2, iodine and water in the chemical reagent. It can objectively reflect the total water content in the sample.
How to check moisture content in plastics:
※Insoluble in organic solvents or slow dissolution, the cassette furnace method is recommended. Since some substances are easily oxidized at 100-300 ℃, it is recommended to use dry nitrogen as the carrier gas. After nitrogen can be dried through molecular sieves, the moisture residue can be as low as <10ugH2O/L.
※The low moisture content of plastic is easy to absorb moisture, so it should be analyzed immediately after opening. The bonding force between plastic and moisture is very strong, and the water content is low. Coulomb method is recommended. The heating temperature is 100-300 degrees, and the temperature gradient can be used. Set 40-60ml/min on the cassette furnace, and the analysis time is 5-20min.
5. Plastic drying method
After measuring the moisture content, it is necessary to carry out corresponding drying measures. The dryer uses the motor to suck the cold air into the air duct — the heating wire — the hot air — blowing it into the barrel to achieve the purpose of drying, just like a hair dryer.
| Resin Name | Plastic Drying Temperature (℃) | Plastic Drying Time ( h ) |
|---|---|---|
| ABS | 80 | 2 |
| POM | 80 | 2 |
| PA66 | 80 | 4-6 |
| PA6 | 80 | 4-6 |
| PBT | 130 | 3-4 |
| PET | 130 | 4-5 |
| PC | 120 | 2-4 |
| PPO | 80-100 | 2-4 |
| PE | 60-80 | 1-2 |
| PP | 60-80 | 1-2 |
| PVC | 60-70 | 1-2 |
| PMMA | 80-90 | 3 |
| PPS | 130-180 | 1-3 |
| PEEK | 150 | 3 |
| * Reference for drying time and drying temperature of commonly used plastics. | ||
It is recommended to take the following preventive measures to improve the moisture content of raw materials when injection molding engineering plastics:
1). Store the material head and recycled material in a closed container
2). Unused containers or tapes should be sealed
3). Put a lid on the hopper
SPECIAL PROMOTION



