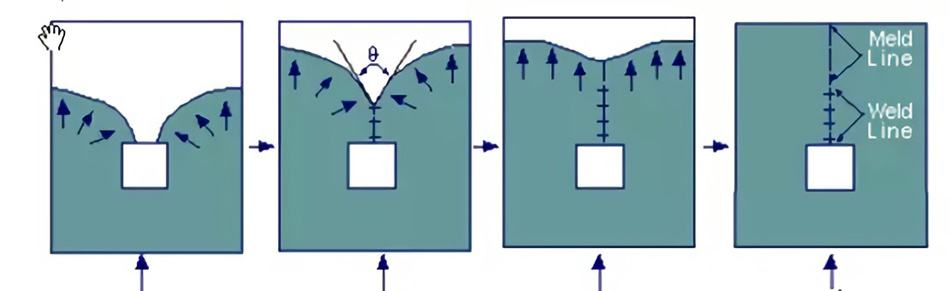
In this article, we will talk about how to solve plastic products Weld Line in Injection Molding. Plastic injeciton molding weld lines or weld seams is occured whe melted plastics meet in the form of multiple strands in the cavity due to encountering insert holes, areas where the flow rate is discontinuous, and areas where the filling material flow is interrupted. Produces a linear weld seam, and also creates a weld seam when gate injection filling occurs. This kind of weld line only occurs at the junction of the molten material (using a gate, the products that do not make the material merge from two directions generally have no weld line), that is to say, it only occurs in the molded part with holes, or multiple pouring Mouth-molded parts, where the strength is lower than other parts. Weld lines in parts such as grids appear in the center and have an impact on strength and appearance.
Welding marks in injection moulding can be distinguished from cracks as long as ink is applied to the product; with this phenomenon, flashing is also likely to occur at the welding marks. This is an indication that the stress of the material has reached a higher level at the weld line. Because of this, dents rarely occur at the weld marks. If you want to avoid weld lines, you can only change the position of the gate so that the weld lines are inconspicuous or pleasing to the eye.
Below are some ways for how to solve plastic products weld line in injection molding:
1. Improper gate design
1). If the melt speed of each gate entering the cavity is inconsistent, it is easy to cause weld lines at the intersection. In this regard, the gate form with less shunt should be used, and the gate position should be selected reasonably. If possible, try to choose a little glue .
2). If the number of gates is different, or the cross-sectional area of the gate is too small, so that the melt is divided into multiple strands after entering the cavity, and the flow rate is not the same, it is easy to produce weld lines. In this regard, the number of gates should be reduced as much as possible. Increase the gate cross-sectional area.
2. Improperly designed cold wells
If the cold slug well in the mold is not large enough or the position is incorrect, the cold slug will enter the cavity and produce weld lines. In this regard, the size and position of the cold slug well should be reconsidered.
3. The cross-sectional area of the main channel or the branch channel is too small
The cross-sectional area of the inlet part of the main runner or the branch runner of the gating system is too small, which leads to an increase in the flow resistance of the melt and causes poor welding. In this regard, the cross-sectional area of the main runner and the branch runner should be enlarged.
4. Improperly designed cooling system
If the cooling system of the mold is poorly designed, the melt is cooled too quickly and unevenly in the cavity, resulting in weld lines when the melt is converging. In this regard, the design of the cooling system should be re-examined.
5. Insufficient plasticizing ability of injection molding machine
If the plasticizing ability of the plastics injection molding machine is insufficient, the plastic cannot be fully plasticized, resulting in weld lines when filling the mold. In this regard, the plasticizing ability of the plastic injection moulding machine should be checked.

6. Nozzle hole diameter is too small
If the diameter of the nozzle hole is too small, the filling speed will be slow, and the weld line will be easily produced. For this, a nozzle with a larger diameter should be used.
7. Too little lubricant in the raw material
If the lubricant is too small, the fluidity of the melt is poor, and it is easy to produce weld lines. In this regard, the additive of the lubricant should be appropriately increased.
8. Too much moisture or volatile matter in the raw material
If there is too much moisture or volatile matter in the raw material, a large amount of gas will be generated after heating, so that the exhaust gas is not enough to cause welding lines. In this regard, the raw material should be fully dried, or the raw material containing too much volatile component should be used less.
9. Injection pressure and injection speed too low
The injection pressure and injection speed are too low, and the temperature of the melt in the cavity is different. This kind of melt is easy to produce weld lines when the flow is divided and merged. For this, the injection pressure and injection speed should be appropriately increased.
10. Melt temperature is too low
If the melt temperature is too low, the low temperature melt is prone to produce weld lines when the melt is divided and merged. For this, the melt temperature should be appropriately increased.

11. The wall thickness of the plastic part is too thin
When the wall thickness of the plastic part is too thin, the melt solidifies very fast, resulting in the formation of weld lines. In this regard, care should be taken not to be too thin when designing the wall thickness of the plastic part.
12. Too many inserts on plastic parts
If there are too many inserts on the plastic part, when the melt flows through these inserts, its flow rate, streamline and temperature will change. When the melt rejoins, it is easy to produce weld lines. For this, the number of inserts should be minimized.
13. The wall thickness of the plastic parts is too different
If the difference in wall thickness of the plastic parts is too large, the melt will mostly meet at the thin wall when filling the mold, and weld lines are likely to be formed here.
SPECIAL PROMOTION


Feel free to contact us if any questions
ring of the material.

