The injection molding machine is one of the most commonly used equipment in the plastic processing industry, and usually it needs to work for a long time without interruption. So, no matter for the injection molding machine manufacturer or user, how to ensure the stable and continuous production of the injection molding machine is a very worthwhile goal to achieve. From the user’s point of view, selecting the correct injection molding machine model and effectively implementing regular preventive maintenance is the easiest way to ensure that the injection molding machine can continue to work normally without interruption. The so-called preventive maintenance is a series of prevention and inspection, which can find out the potential danger of failure in advance and effectively prolong the working life of the parts. Turn sudden outages into predictable routine maintenance and avoid sudden outages or overhauls; prepare in advance and find and replace parts that may be damaged soon, preventing sudden real damage that stops the machine from running or stopping Production Activities.

1. Preventive maintenance of injection molding machine`s hydraulic system
Injection molding machine`s hydraulic oil introduction:
The hydraulic transmission of the injection molding machine uses hydraulic oil as the working medium, and uses the pressure energy of the hydraulic oil in the sealed working volume to transmit energy, pressure or power or signal. The quality of hydraulic oil and seals directly affects whether the hydraulic system can work stably for a long time, and indirectly affects the quality of products. In order to prevent and reduce the failure of the hydraulic system, reduce the wear and prolong the service life, the hydraulic oil should be strictly used and maintained.
In general, 70% of hydraulic unit failures are due to incorrect or improper use and maintenance of hydraulic fluid. Maintaining good maintenance habits and preventive maintenance is the easiest and most effective way to reduce and prevent hydraulic failures in your machine. Therefore, careful maintenance of hydraulic oil and hydraulic system is very important.
(1) Selection of hydraulic oil
When the machine we ordered from the injection molding machine manufacturer arrives at our workshop, please read the instruction manual of the injection molding machine provided by the manufacturer in detail, and strictly select the hydraulic oil model recommended by the manufacturer or the hydraulic oil with a higher specification.
The most important properties of hydraulic fluids are viscosity and cleanliness, as well as good resistance to oxidation, wear, foam, corrosion, and good lubricity.
The viscosity of hydraulic oil is expressed by the average kinematic viscosity at 40°C. Our commonly used No. 46 high-quality anti-wear hydraulic oil (46csT/40℃) means that the average kinematic viscosity of this hydraulic oil at 40℃ is 46m2/S.
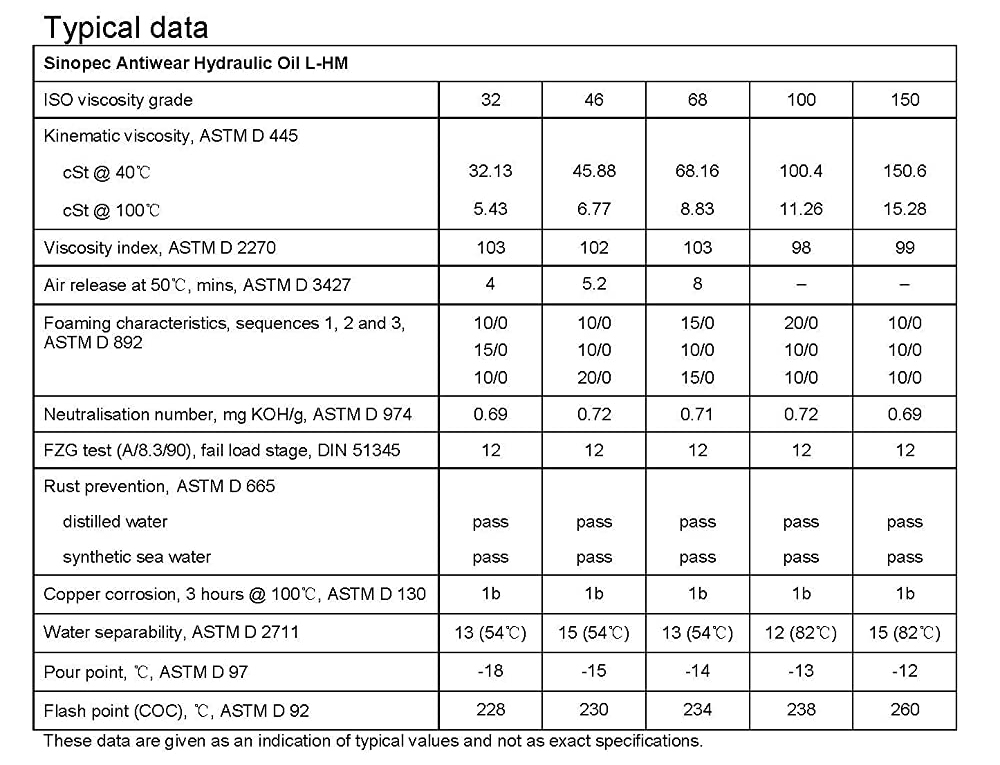
The relationship between hydraulic oil viscosity and pressure and temperature is as follows: viscosity decreases with increasing temperature; while viscosity increases with increasing pressure.
1. Regularly test hydraulic oil performance. If the oil is contaminated or deteriorated, the life of the injection molding machine will be shortened and failure may occur. Therefore, regular oil testing is required to detect changes in oil properties. Based on this, it is possible to decide whether to change the oil. (If conditions permit, it is best to use the data value of professional laboratory testing) We can use a simple visual method to understand the state of the oil:
a). Appearance test: Put new oil samples and used oil samples into their respective test tubes, and compare their color, transparency, floating matter, and water sedimentation at the bottom of the test tubes.
b). Drop test: put the old oil drop on the filter paper (oil-absorbing paper) and observe it after one hour. Contamination is easy to observe if it is oily or visibly deteriorated.
c). Finger rubbing: Used oil can be rubbed on fingers. If the viscosity decreases and deteriorates, the hand feels rough and there is no sticky feeling. The oil droplets slide off the fingers smoothly with no sticky bounce.
Routine maintenance of the hydraulic system usually includes the following points (not limited to):
(2) Working temperature of hydraulic oil:

The working temperature of the hydraulic system of the injection molding machine should be between 45-50 °C. Since the hydraulic system is designed according to the viscosity of the oil and the selected pressure, the viscosity will vary with the oil. The liquid level changes, thus affecting the working components of the system, such as oil cylinders, hydraulic valves, etc., reducing the control accuracy and response sensitivity, which is more serious in precision injection molding machines.
Temperature will also accelerate the aging of the seal, making it harden and break;
If the temperature is too low, the processing energy consumption will be reduced and the working speed will be reduced.
Therefore, it is necessary to pay close attention to the working temperature of the hydraulic oil.
The shortage of hydraulic oil will cause the oil temperature to rise, and the air will easily merge into the oil and hydraulic oil, which will affect the normal operation of the system. The lack of fuel is usually caused by oil leakage. During maintenance, attention should be paid to check whether there is leakage on site, and replace the worn seals as soon as possible. parts, tighten the loose joints, and check the supply of hydraulic oil after repair.
There are various reasons for high oil temperature, but many are attributed to faulty or malfunctioning oil cooling system, etc.
(3) Replace the old hydraulic oil
In principle, change the hydraulic oil every 5000 hours of operation or at most once a year. No matter how good the hydraulic oil is, after a certain period of time, metal and rubber particles worn by moving parts such as pumps will enter the oil and form sludge and dirt. During normal maintenance, some contaminants can adhere to parts and be carried into the hydraulic fluid.
An important property of hydraulic fluids is their chemical stability, ie oxidative stability. Oxidation is the most important factor in determining the service life of hydraulic oil. The wood tar, sludge and insoluble substances such as carbon residue produced by oxidation will contaminate the hydraulic system, increase the wear of hydraulic components, reduce various gaps, block holes, and eventually lead to hydraulic system. Fault.
The oxidation rate depends on factors such as the hydraulic oil itself and working conditions, of which temperature is the main factor, so use appropriate hydraulic oil, and regularly check the degree of oxidation of the hydraulic oil (the color of the oil is determined by the depth), after a certain working hours An oil change is absolutely necessary to be proactive.

Even if the hydraulic oil is used correctly, its service life is generally considered to be one year, and it can be up to two to three years. Once spoiled, it must be replaced with new oil without hesitation. Good oil quality is the cornerstone to keep the hydraulic system stable.
Hydraulic oil is filled with a special oil filter truck, not a pumping unit with a pump. The author has seen many simple oil pump trucks with pumps, pumping waste water and waste oil, and adding new oil.
Pumps that have pumped waste water and oil have no strainers, and the dirtiest impurities lurk in the pump and pipeline, mixed with new oil and added to the tank. The author has used the box to observe many times, and the new oil that I just started to pump contains a lot of pollutants. These contaminants will only contaminate new oil and damage pumps and valves.
The filter accuracy of the professional oil filter car is usually 125um (micron), and there are generally two filters, which are double-protected and filtered to protect the cleanliness of the oil.
(4) Clean the inside of the fuel tank
Hydraulic maintenance is not as simple as pumping out old oil, or just adding some new oil. Not only to replace the new oil, but also to clean the hydraulic equipment.
After the old oil is drained, do not wipe the oil tank with a rag to prevent the thread from clogging the filter. Using professional cleaners is expensive and leaves residue. The experience taught by the 20-year-old mechanic: ordinary flour is added with an appropriate amount of water to form a dry dough, and then divided into several pieces to apply oil stains, impurities, and powder in the metal oil tank. Clean and economical with no residue.
The magnetic frame and screen in the tank can be cleaned with kerosene and a copper brush; after that, they can be cleaned and dried with an air gun.
(5) Clean the air filter
The air filter outside the tank makes it easy for the air in the tank to come in and out according to the change of the oil level in the tank. Every time the oil is changed and maintained, the air filter should be taken out, cleaned with kerosene, and dried with an air gun. If not cleaned, dirt may enter the fuel tank and affect the oil quality.
(6) Hydraulic oil filter cleaning:
The oil filter plays the role of cleaning the hydraulic oil. The oil filter should be cleaned every three months to keep the oil suction pipe unobstructed. At the same time, check whether the oil filter net is damaged.
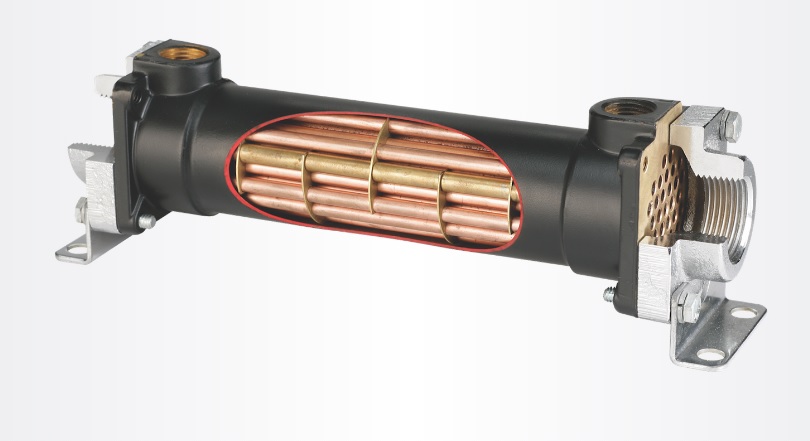
(7) Clean the inner and outer walls of the oil-water cooler
The hydraulic oil cooler should usually be cleaned once a year, or the interval between cleaning should be increased or decreased according to its own working environment and ability. Blockage or scaling inside the cooler will affect the cooling efficiency of both, and the cooling water should be clean. Clean soft water (mineral free) is preferred.
Tips:
1). The scale inside and outside the cooler tube should be cleaned with weak hydrochloric acid solution, rinsed with water, and dried with an air gun.
2). The dirt on the baffle should be cleaned with a copper brush.
(8) Clean the oil valve
First, the dirt outside the valve can be cleaned with a waste cloth and an air gun. You can remove the plug and remove the oil valve. The sludge and debris on the valve core and valve body can be cleaned with a kerosene brush and dried with an air gun. Care should be taken to avoid upside-down spool installation and loss of O-rings.
(9) Cleaning the cylinder
After disassembling the clamping, thimble, base, and plastic injection cylinder, use kerosene to clean the cylinder block and piston, and replace the worn and damaged oil seal, dust seal, and O-ring. The reasons for dismantling the oil cylinder, checking the oil seal and replacing it are as follows:
1. The stability of the injection pressure is the main factor determining the quality of the finished product. The sealing and wear rings should be replaced every 20,000 hours of machine operation or a maximum of five years. Although the five-year-old oil seal is not seriously damaged, it must also be replaced. It cannot be repaired until there is an oil leak, carbonation or pressure relief, or the machine fails.
2. Check whether the piston rod is loose.
3. Cleaning equipment parts is also a maintenance method.
(10) Replace the bypass filter element.
(11) Check whether the tightening oil pipe joint is loose, and replace the oil pipe with aging oil leakage.
2. Preventive Maintenance of Injection Molding Machine`s Electrical System
1. Wire connector inspection Preventive Maintenance
The connector will not be tightened, and the wires at the connector will be damaged if there is heat or sparks, and bad connectors will also affect the transmission of signals;
The movement of the contactor joint is easier due to vibration and electromagnetic release, so the position and tightening of the cable joint need to be checked regularly.
2. Servo Motor Preventive Maintenance
General motors are air-cooled, and the accumulation of dust will cause heating problems, so they should be cleaned regularly every year. Usually, there is a motor overload cut-off device in the circuit. The current limit of the protection device is adjustable, and the power consumption should be based on needs. Appropriate selection, once the overload protection is activated, it should be checked whether there is a phase loss, poor contact, or the position switch is restored after the oil temperature is high.
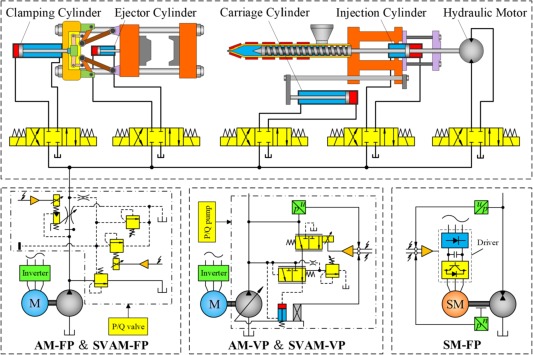
Picture: sciencedirect.com
3. Heating tube and thermocouple:
The heating pipe should be tightened and checked to ensure effective heat transfer, and heat is generated invisibly in the normally burning barrel. Pay attention to the work of the thermostat and judge whether it is normal from the heat pipe.
Another common damage to the heating tube is the cable connection. Due to the poor joint, the contact resistance increases, so the connection to the local overheating causes the interface to be oxidized and damaged.
4. AC Contactor Preventive Maintenance:
The contactor acts more frequently on the electrical part, because its loss rate is also relatively fast. If the melting point of the main contactor is overheated, it may lead to poor control of the heating temperature of the bonding, so if the contactor is found to be overheated or broken, it will make a clicking sound. , then the damaged contactor will be replaced as soon as possible when the fire is large.
5. Computer control part Preventive Maintenance
With the application of computer control technology in injection molding machines, computer electronic board parts and related auxiliary components have put forward higher requirements for working power supply voltage fluctuations, temperature and humidity of the working environment, installation earthquake interference, and the outside world for high-frequency signals. The ventilation fan of the control box is used for the work, and it is powered by a high-precision voltage stabilizer.
To reduce external vibration of the control box, the Effectively address these issues and check them regularly.
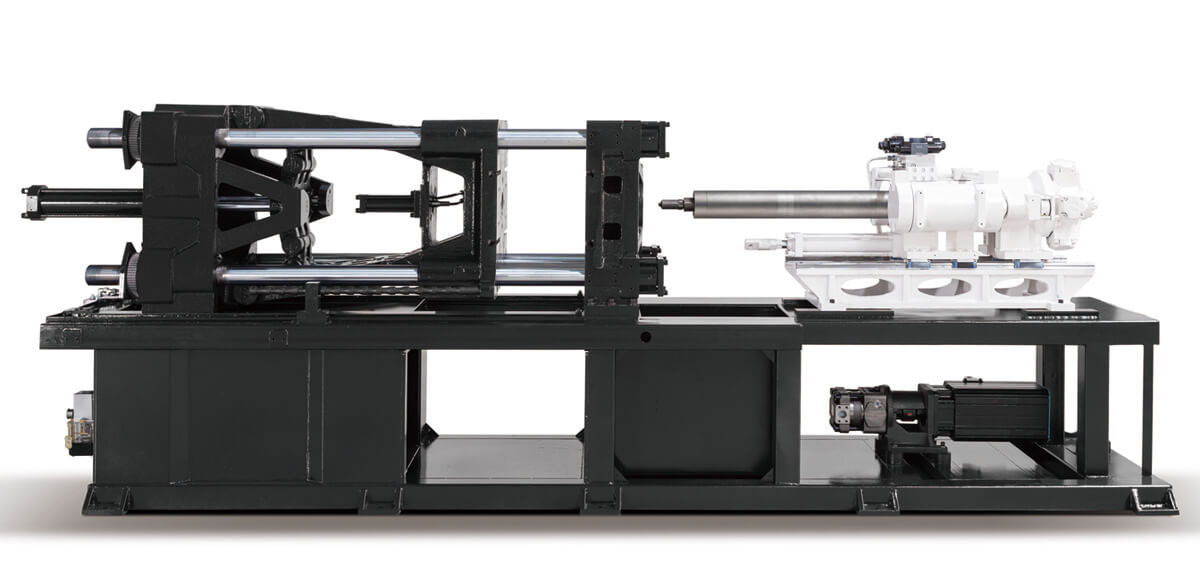
3. Preventive maintenance of injection molding machine`s Mechanical System
1. Template parallel:
The template best reflects the clamping state of the parallel part, the template will not cause the failure of the product and increase the wear of equipment and tooling in parallel.
The parallelism of the template is a preliminary analysis reflected by the movement of the end of the pressing plate and the appearance of the product, but the specific situation such as equipment testing needs to be derived from the dial table.
The steps of the template should be adjusted in parallel by a person familiar with it, otherwise the machine will be more damaged by improper adjustment.
2. Adjustment of mold thickness
The mold thickness should be adjusted regularly using the system, and the module thickness should be adjusted from the thickest to the thinnest to ensure the smooth long-term production of the machine and the same mold. This inspection must be carried out to avoid failure.
3. All the mechanical moving parts of the central lubrication system need to be properly lubricated.
The central lubrication system is an indispensable part of injection molding. The central oil lubrication system should always check whether it is filled, and the lubricating oil used should be clean and free of impurities to ensure that Lubricating oil supply to all parts is normal.
If the water pipe is found to be blocked or leaking, it should be replaced or repaired immediately.
Most mechanical wear occurs due to lack of lubrication, so the importance of adequate lubrication is self-evident.
4. Keep running smoothly
Smooth motion or vibration may be caused by improper speed adjustment, inconsistent speed change and time, or mechanical and hydraulic adjustments.
Such shocks will accelerate the wear and loosening of mechanical components, and tightened screws should reduce and prevent vibration.
5. Bearing inspection
If the bearing makes different sounds during operation, or the internal temperature rises, it means that the bearing is worn. It should be checked or replaced in time, and the grease should be refilled.
6. Injection system
The injection screw, inspection ring and barrel constitute the heart of the injection molding machine, which determines the processing quality and efficiency of the injection molding machine, and we must keep them in good working condition.
First of all, it is necessary to take necessary measures to prevent non-plastic chips from mixing into the flow of plastic. When adding, pay attention to check the gap between the screw and the barrel, and check whether the gap between the ring and the barrel is correct. When the gap is normal, it should be able to return and generate the plasticizing shears required for sealing. When it is found that the melt is slow, the melt spots and black spots, the molding is unstable or the product is worn, the wear of the screw, ring and barrel should be checked.
Injection Molding Machine Preventive Maintenance Checklist
Monthly Maintenance Checklist for Injection Molding Machines
3 / 6 Month and One-year Maintenance Checklist for Injection Molding Machines
Common Faults Causes & Solutions for Injection Molding Machines
SPECIAL PROMOTION



