Weld lines in injection molding not only affect the appearance quality of plastic parts, but also affect the mechanical properties of plastic parts, such as impact strength, tensile strength, elongation at break, etc. In addition, weld lines in injection moulding also have a serious impact on product design and the life of plastic parts, so they should be avoided or improved as much as possible.

How is the weld lines in injection molding happened:
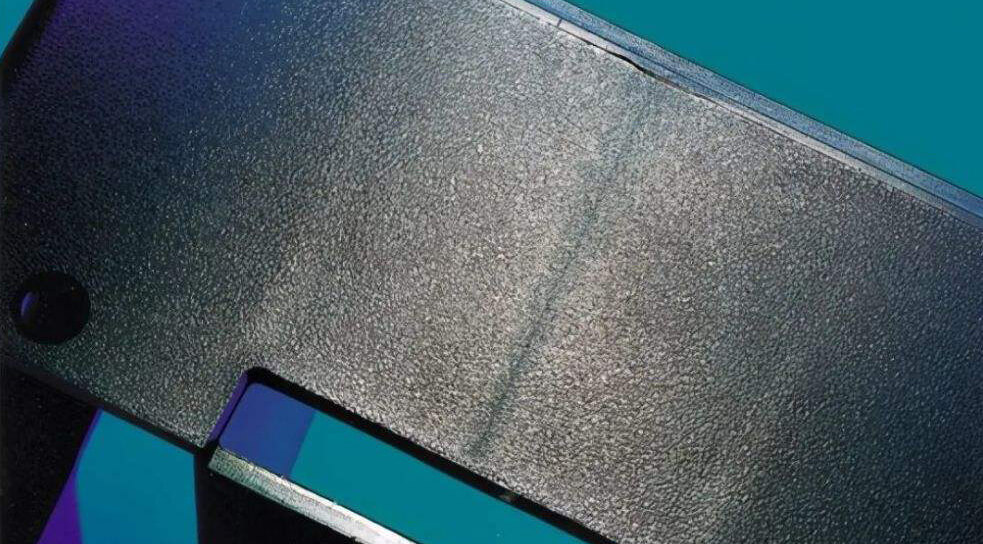
When the molten plastic encounters inserts, holes, areas where the flow rate is discontinuous, or areas where the filling flow is interrupted in the cavity, the fusion of multiple strands of melt occurs when gate injection molding occurs, the material cannot be completely fused and then weld line in injeciton moulding is happened.
Main causes of knit lines in injection molding:
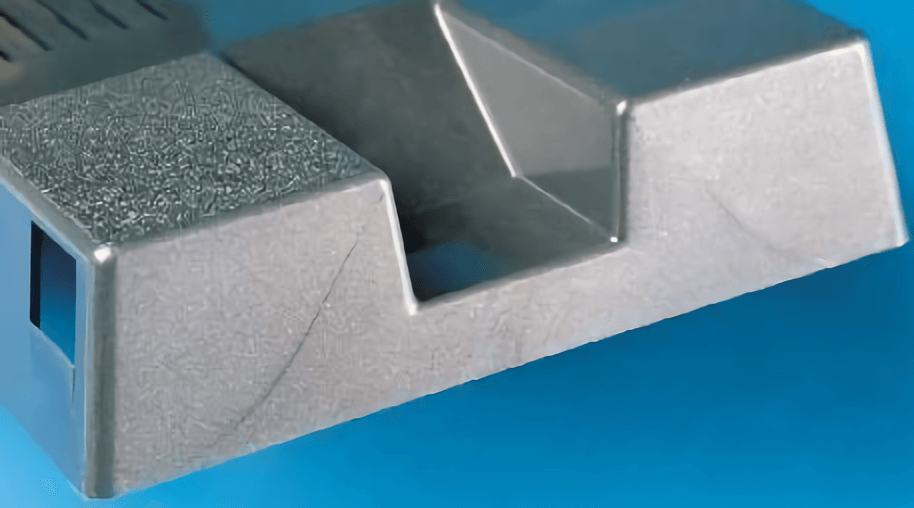
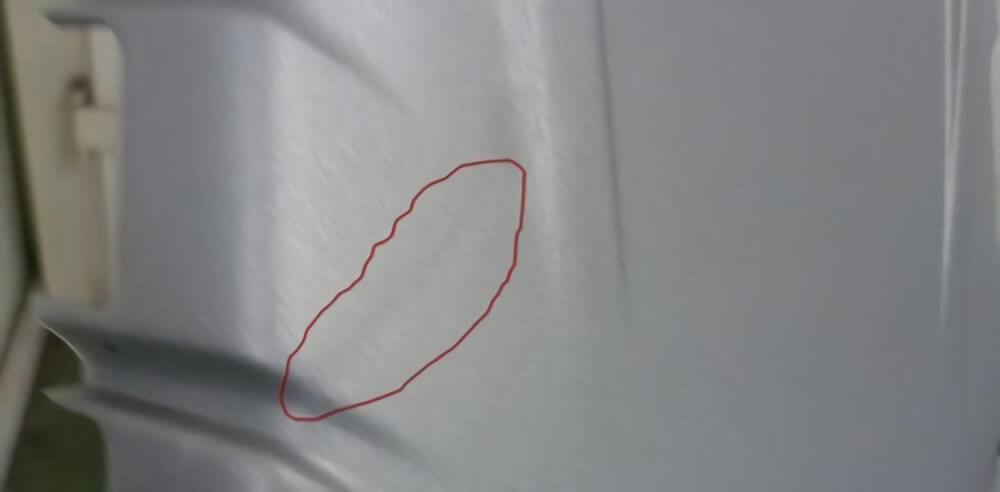
1. The plastic melt that passes through the gate at high speed directly enters the cavity, then contacts the surface of the cavity to solidify, and then is pushed by the subsequent plastic melt, leaving traces of meandering.
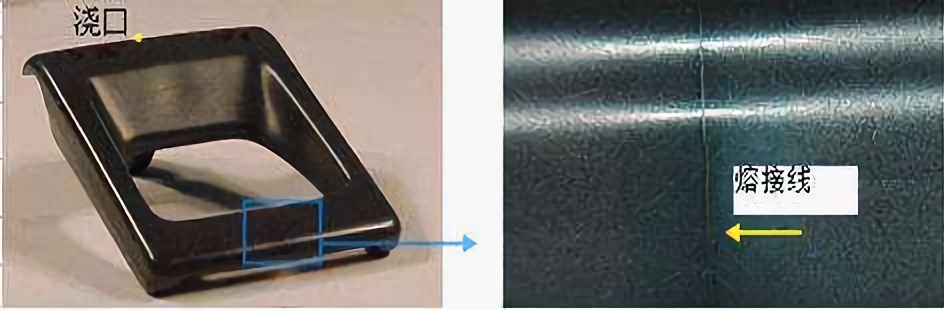
2. When the mold adopts the multi-gate pouring scheme, the plastic melt flow fronts converge with each other; the melt flow fronts will also be divided into two in the hole position and the obstacle area; the uneven wall thickness will also lead to weld lines in plastic molding.
3. The side gate is used. When the plastic passes through the gate, there is no stagnation area or when the stagnation area is insufficient, it is easy to cause spray marks injection moulding.
How to avoid weld lines in injection molding:
1). Plastic injecion molding equipment
Improper settings of plastic injection molder is the most reasons when flow mark in injection molding happened. Poor plasticization and uneven melt temperature can prolong the molding cycle and make plasticization more complete. If necessary, replace the machine with a large plasticizing capacity.
2). The plastic injection Mold
(1) The mold temperature is too low, and the mold temperature should be appropriately increased or the local temperature at the weld seam should be increased purposefully.
(2) The flow channel is small, too narrow or too shallow, and the cold material well is small. The size of the runner should be increased to improve the efficiency of the runner, and at the same time increase the volume of the cold well.
(3) Expand or reduce the gate section and change the gate position. Gate opening should try to avoid melt flow around inserts and holes. The gate where injection filling occurs should be corrected, migrated or buffered by a stopper. Try not to use or use less and more gates.
(4) Poor exhaust or no exhaust holes. The exhaust channel should be opened, expanded or dredged, including the use of inserts and thimble gaps to exhaust.
3). Plastic Injection Molding Process
(1) Increase the injection pressure and prolong the injection time.
(2) Adjust the injection speed: high speed allows the melt to reach the confluence without cooling down, and low speed allows time for the air in the cavity to be discharged.
(3) Adjust the temperature of the barrel and nozzle: the viscosity of the plastic is small at high temperature, the flow state is smooth, and the weld line becomes thinner; the temperature is low, the decomposition of gaseous substances is reduced.
(4) The release agent should be used as little as possible, especially the silicon-containing release agent, otherwise the material flow will not be fused.
(5) Reduce the clamping force to facilitate exhaust.
(6) Increase the screw speed to reduce the viscosity of the plastic; increase the back pressure to increase the density of the plastic.
4). Plastic Raw materials
(1) The raw materials should be dry and the liquid additives in the formula should be minimized.
(2) Appropriately add lubricants and stabilizers to plastics with poor fluidity or high heat sensitivity, and use plastics with good fluidity or high heat resistance if necessary.
5). Plastic Product Design
(1) The wall thickness is small, and the parts should be thickened to avoid premature curing.
(2) The position of the insert is improper and should be adjusted.
6). Improper Use of Mold Releasing Agent
Too much release agent dosage or incorrect selection will cause weld marks on the surface of plastic parts. In injection molding, generally only a small amount of release agent is evenly applied to parts that are not easy to release from the mold, such as threads. In principle, the amount of release agent should be minimized.
The selection of various release agents must be determined according to the molding conditions, the shape of the plastic parts and the variety of raw materials. For example, pure zinc stearate can be used in all kinds of plastics except polyamide and clear plastic, but can be used in polyamide and clear plastic when mixed with oil. Another example is the silicone oil toluene solution that can be used for various plastics, and can be used for a long time after brushing, but it needs to be heated and dried after brushing, and the usage is more complicated.
6). Other Reasons
When the moisture or volatile content of the raw materials used is too high, the oil stains in the mold are cleaned, the cold material in the mold cavity or the fiber filler in the melt is poorly distributed, the design of the mold cooling system is unreasonable, and the melt solidifies too fast, The temperature of the insert is too low, the nozzle hole is too small, the plasticizing capacity of the injection molding machine is not enough, and the pressure loss in the barrel of the injection molding machine is too large, which will lead to different degrees of poor welding. In this regard, in the process of operation, according to different situations, the raw materials should be pre-dried, the mold should be cleaned regularly, the cooling water channel setting of the mold should be changed, the flow of cooling water should be controlled, the temperature of the insert should be increased, and the nozzle with a larger aperture should be used instead. Larger specifications of injection molding machines and other measures to solve.

