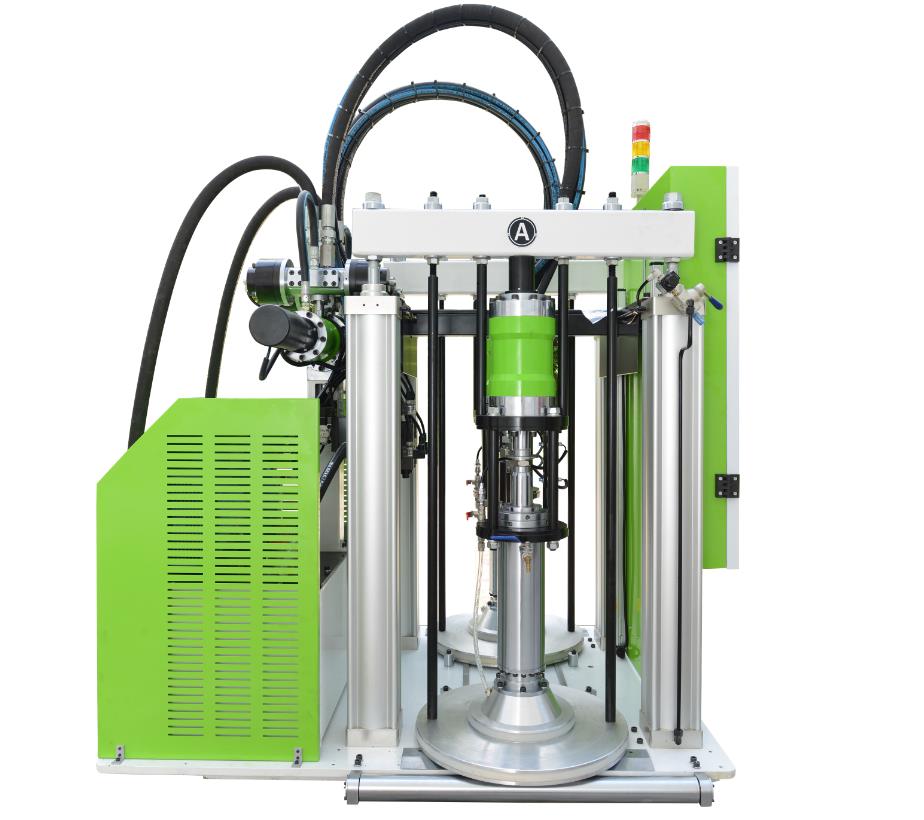
Prepare the vertical injection molding machine before starting
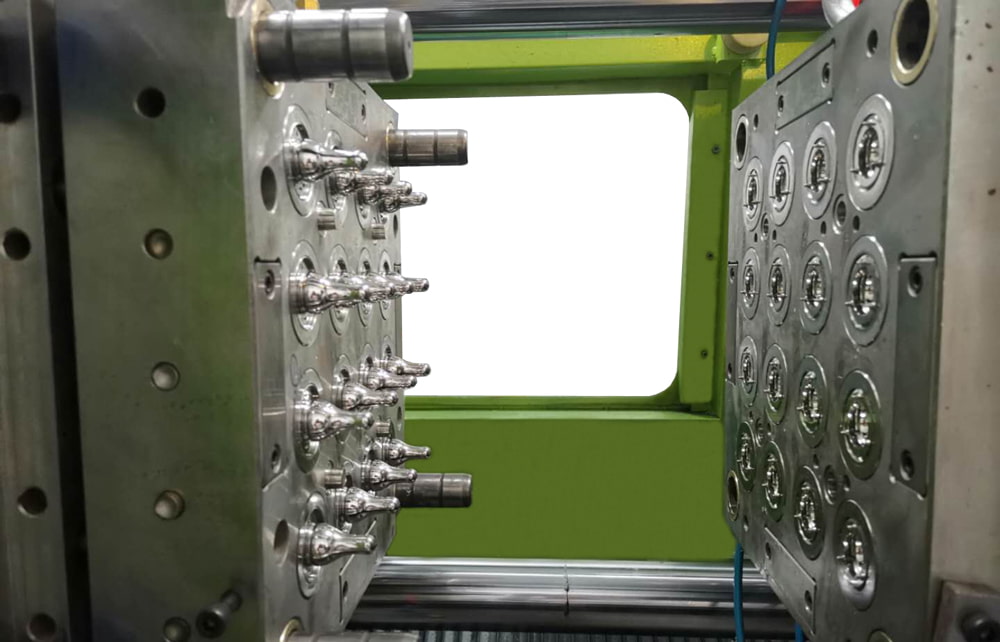
Check whether each lubrication part is fully lubricated; Check whether the oil pump has abnormal noise; Install and tighten the mold carefully, and pay attention to safety when loading and unloading the mold; Adjust pressure at all levels; Set all levels of temperature.
Manual operation and adjustment of vertical injection molding machine
Adjust the position of each switch manually to ensure the safety of the die. Set the manual button ON the electronic control panel to ON(open). When the machine is operated manually, each action button ON the electronic control operation panel can only be operated when the button is pressed (ON), and the action disappears when it is released. Mold adjustment:

First adjust the die close high voltage proximity switch travel block to the lowest point, then install the die in the center between the upper and lower die, and then press the die adjustment (pull out) button on the electronic control panel. At this point, the upper form begins to close the mold at low pressure and slow speed. After the die is sealed, adjust the close die close high pressure close pull stop block to a position that can raise the high pressure. At this point, the high pressure is turned off to increase the pressure when the manual die close button is pressed.
Close the vertical injection molding machine mold:
When semi-automatic, both hands hold down the two automatic start buttons on the operating table, then the machine closes the mold. At the beginning, the mold is closed quickly. When the closing mold is in contact with the lower closing mold entering switch block, the closing mold is closed slowly until the closing mold is completed. High voltage mode locking is produced when the high voltage proximity switch block is contacted.
Seat entry: used when mold alignment, that is, to control the forward use of the nozzle cylinder table.
Injection: According to the product material, shape and size, adjust the injection pressure, maintain the pressure and cure the injection time and position, then press the injection button to complete the injection. (Note: When the temperature reaches the set value, the shooting action can be performed).
Screw feeding: After pressing the feed button, the screw rotates the rubber, and the stirring compression screw rises (the rising speed is determined by the adjustment of the back pressure regulating valve). When the rising action of the screw contacts the feed contact switch block, the feeding action stops. The size of the feeding stroke depends on the amount of feeding required by the product.
Loose: When manually pressing the loose button, the screw moves upward, and the shooting action can be performed.
Before starting
1. Before the operation of the injection molding machine, check whether there is water and oil in the electrical control box. If the electrical equipment is damp, do not start the machine. There should be maintenance personnel to blow dry electrical parts before starting.
2. Before the operation of injection molding machine, check whether the supply voltage is in line with it. Generally, it should not exceed ±6%.
3. Check whether the emergency stop switch and front and rear safety door switches are normal. Verify the motor and oil pump rotation direction is consistent.
4. Check whether the cooling pipes are unimpeded for long distance, and pass cooling water into the cooling water jacket of the oil cooler and the end of the barrel.
5. Before operation of injection molding machine, check whether there is lubricating oil in each moving part, and add enough lubricating oil.
6. Turn on the electric heat and heat each section of the cylinder. When the temperature of each section reaches the requirements, heat preservation for a period of time to make the temperature of the machine stable. The holding time varies according to the requirements of different equipment and plastic raw materials.
7. Add enough plastic to the hopper. According to the requirements of injection molding different plastics, some raw materials are best after drying.
8. Cover the heat shield on the barrel, which can save electricity and prolong the life of the electric heating ring and current contactor
1. Do not cancel the role of the safety door for convenience.
2. Pay attention to the temperature of the pressure oil, and the oil temperature should not exceed the prescribed range. The ideal working temperature of hydraulic oil should be kept between 45-50℃, generally in the range of 35-60℃ is more appropriate
3. Pay attention to adjust the switch of each stroke to avoid the impact of the machine during operation.

