First, the structure of the injection molding machine
Injection molding machine is usually composed of injection system, closing system, hydraulic transmission system, electrical control system, lubrication system, heating and cooling system, safety monitoring system and so on.

plastic injection molding machine
1. Injection system
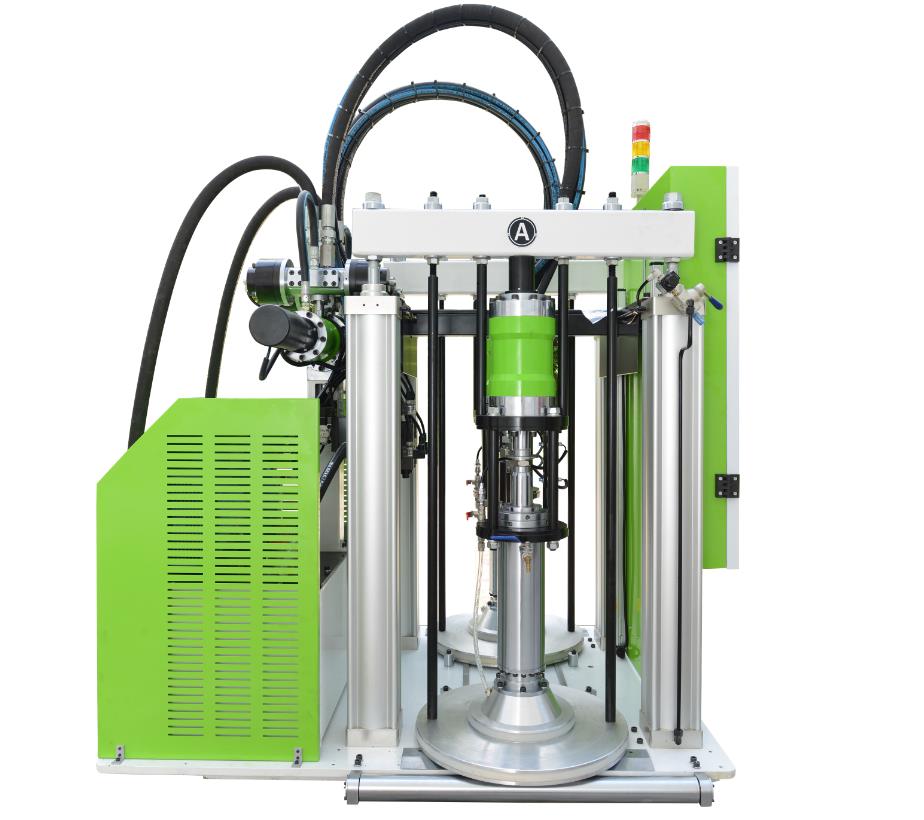
Injection system function: injection system is one of the most important parts of injection molding machine, generally have plunger type, screw type, screw preplastic plunger injection type 3 main forms.
At present the most widely used screw type. Its function is that, in a cycle of the plastic injection machine, a certain amount of plastic can be heated in a specified time after plasticizing, under a certain pressure and speed, the molten plastic is injected into the mold cavity through the screw. After injection, the molten material injected into the mold cavity is kept in shape.
Composition of the injection system: The injection system is composed of a plasticizing device and a power transmission device.
The plasticizing device of screw injection molding machine is mainly composed of feeding device, barrel, screw, glue component and nozzle. The power transmission device includes the injection cylinder, the injection seat moving cylinder and the screw drive device (the glue motor).
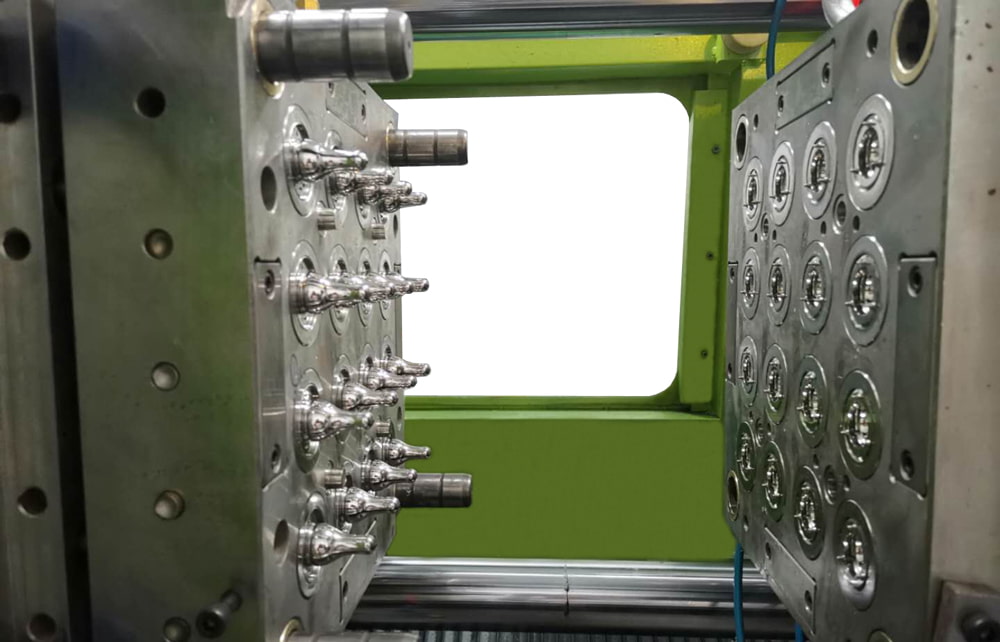
2, the role of the closing system: the role of the closing system is to ensure the closing, opening and ejection of the mold. At the same time, after the mold is closed, sufficient clamping force is provided to the mold to resist the pressure of the mold cavity caused by the molten plastic entering the mold cavity, so as to prevent the mold from opening and causing the bad situation of the product.
The composition of the die closing system: The die closing system is mainly composed of the die closing device, the machine hinge, the die adjusting mechanism, the ejector mechanism, the front and rear fixed template, the moving template, the die closing cylinder and the safety protection mechanism.
3, the role of hydraulic transmission system is to realize the injection molding machine according to the requirements of the process of various actions to provide power, and meet the requirements of the injection molding machine parts required pressure, speed, temperature, etc. It is mainly composed of hydraulic components and hydraulic auxiliary components, wherein oil pump and motor are the power source of injection molding machine. Various valves control oil pressure and flow to meet the requirements of injection molding process.
4, electrical control Electrical control system and hydraulic system reasonable coordination, can achieve the injection machine process requirements (pressure, temperature, speed, time) and various procedures. Mainly by electrical appliances, electronic components, meters, heaters, sensors and other components. Generally there are four control methods, manual, semi-automatic, automatic, adjustment.
5. The heating/cooling heating system is used to heat the cylinder and the injection nozzle. The cylinder of the injection molding machine generally uses the electric heating ring as the heating device, which is installed on the outside of the cylinder and tested by thermocouple. Heat conduction through the cylinder wall provides heat source for plasticizing materials. The cooling system is mainly used to cool the oil temperature, the oil temperature is too high will cause a variety of failures, so the oil temperature must be controlled. The other place that needs to be cooled is near the feeding port of the feeding pipe to prevent the raw materials from melting, resulting in the normal feeding of raw materials.
6, lubrication system lubrication system is injection molding machine dynamic template, mold regulating device, connecting rod hinge, shooting platform and other parts of the relative motion to provide lubrication conditions circuit, in order to reduce energy consumption and improve the life of parts, lubrication can be regular manual lubrication, can also be automatic electric lubrication;
7, safety monitoring injection molding machine safety device is mainly used to protect the safety of people and machines. It is mainly composed of safety door, safety baffle, hydraulic valve, limit switch, photoelectric detection element, etc., to realize electrical – mechanical – hydraulic interlock protection. The monitoring system mainly monitors the oil temperature, material temperature, system overload, as well as the process and equipment failure of the injection molding machine, and gives instructions or alarms if abnormal conditions are found.
Two, the working principle of injection molding machine
Injection molding machine is a kind of special plastic molding machinery, it uses the thermoplasticity of plastic, after heating and melting, with high pressure to make its rapid flow into the mold cavity, after a period of time to maintain pressure and cooling, become a variety of shapes of plastic products.
 The production of injection molding machine
The production of injection molding machine
(1) Selection of injection molding machine
Usually the important factors affecting the selection of injection machine include mold, product, plastic, molding requirements, etc. Therefore, before the selection must first collect or have the following information: mold size (width, height, thickness), weight, special design, etc.; The type and amount of plastics used (single material or multiple plastics); Appearance size (length, width, height, thickness), weight, etc.; Molding requirements, such as quality conditions, production speed, etc.
Injection machine selection principles: choose the right type, put down, take, lock, shoot full, shoot well, shoot fast.
(2) The opening and stopping of plastics
1. Power on, and keep a constant temperature for a certain time after heating the barrel and the head to the specified temperature;
2, check the machine health;
3, open motor, open hydraulic oil cooling water;
4, check before and after the safety door and emergency stop can play a corresponding role;
5. Check whether there are foreign bodies in the mold;
6, manually complete the opening and closing mold, the seat backward and forward, screw loose leg;
7. Observe the plasticization of materials;
8. Manually inject products, observe product quality, and then modify parameters;
9. Switch to semi-automatic or fully automatic production;
10. Set the operation mode to manual position;
11. Close the hopper valve;
12. The injection seat backward nozzle leaves the mold bushing;
13. Mold closing (mold closing without locking);
14. Clean the remaining material in the cylinder;
15. Stop the machine, turn off the power supply, and then turn off the cooling water;
16. Clean the site.
Three, safe operation
1, the use of the machine must pay attention to the operation of safety, first check the reliability of the safety door, in the machine
When the device is running, do not put your hand into the mold locking mechanism. When taking products, be sure to open the safety door. After confirming the safety of personnel or no foreign matter in the mold, you can close the safety door. The hand should not reach between the nozzle and the mold gate during operation. The motor of the oil pump must be turned off when the mold is repaired.
2. Due to the variety of raw materials, the size and shape of the product area, the required clamping force
Also different, when adjusting the mold, please adjust the minimum clamping force according to the actual need, not only can save power consumption, and will significantly extend the service life of the machine.
3. The pressure regulation of the hydraulic system should be carried out according to the requirements of each action, and should not be too high.
The rational use of pressure can not only save energy, but also prolong the life of the machine. The position of the limit switch should also be adjusted according to the requirements of the finished product, especially the adjustment of the switching point in the process of injection to maintain pressure must be paid attention to, otherwise the product will be insufficient to fill the mold, on the contrary, lead to the product to produce too high internal stress or flying edge, and even cause the mold expansion, and make the mold difficult to open.
4, when there is no material in the screw or barrel, it is not suitable to use high screw speed (preferably in 30
Below RPM), when the raw material is full of screw groove (molten material is extruded from the nozzle) and then increase the screw speed to the required value. Avoid due to idling speed is too high or too long and scratch screw or barrel.
5. It takes about 30 minutes for the cylinder to be heated to the required temperature from room temperature. Inside the barrel
In the case of residual cold material, it shall be insulated for another ten minutes. In order to start the screw for feeding, to ensure that the residual cold material is fully melted, avoid damage to the screw.
6. The oil pump safety valve in the machine has been adjusted when leaving the factory. Please do not change it at will.
7, the machine starts to run, when the cooling water temperature rises 5C°-10C° (in the cooler
When there is no water, it must be filled with water first), and then gradually open the water inlet valve of the cooler, and adjust the water intake during use, so that the oil temperature is kept below 55C°. When starting the cooler, remember to quickly open the water inlet valve, because a large number of cooling water flowing through the cooler, the surface of the cooler tube will form a layer of poor thermal conductivity “undercooling layer”, even if a large number of water into the cooler, the result is not a good cooling effect.
8, the lubrication of the machine, according to the operation requirements strictly execute, in the condition of oil shortage operation, will be strict
Heavy wear parts, especially connecting rod and steel sleeve of mold locking machinery, if lack of oil may occur bite, and can not work.
9. The connecting screw part of the heated plasticized part, such as the barrel and screw, works at high temperature.
When disassembly, the thread part should be coated with heat-resistant grease (red lead or copper disulfide), so as not to bite and disassembly.
10, the mold installation surface of the template has a high machining accuracy, please do not use the installation table
Die with poor face and alignment and screw, so as not to damage the performance of formwork and mold locking mechanism.
11. Please do not install the two planes of the mold for a long time (more than ten minutes) so that the mold is in the mold locking state, so as not to cause the connecting rod pin and steel sleeve to break oil, which may make the mold not open.
12. Keep each other moving and the surface clean.
13. At the end of each processing:
(1) Close the hopper’s blanking insert plate, adopt the “manual” operation mode, step back the injection seat and repeat the pre-plastic feeding and injection, and exhaust the remaining material in the cylinder as far as possible.
The “manual” operation mode is adopted, and the closed die is in the free state.
③ Cut off the heating power supply, turn off the motor of the oil pump, the main power supply and the cooling water.
Do a good job of cleaning and maintenance of the machine.
14, the operation of the switch to recognize the brand, not wrong operation, so as to avoid damage to the machine.
15, the electric heating ring in use, the ring heating expansion, may be loose, please pay attention to frequent check in use, tighten at any time.
16, the probe of the thermocouple should ensure good contact with the barrel temperature hole end, before driving to check, found poor contact, to tighten at any time.
Four, preparation before forming
1. Materials: hygroscopic materials need to be dried; Non-hygroscopic materials also need to be dried when the production requirements are high.
2, equipment: cleaning
(1) If the processing temperature of the new material is close to that of the old material, refueling can be done directly, but the temperature of the cylinder should meet the high temperature.
(2) If the two materials thermal performance temperature difference is very large, the use of a wide range of melting temperature of the material indirect refueling.
3. Mold
(1) Installation of inserts: Plastic products with inserts must be put into a predetermined position in the mold before injection.
(2) Preheating of insert
A: Plastics with large molecular chain rigidity generally need to preheat inserts, because they are easy to produce stress cracking.
B: Plastics with large molecular chain flexibility and small inserts can not be preheated because small inserts are heated in the mold.
5. Post-processing of products
1, heat treatment: the injection products after stripping, standing in the specified temperature environment for a period of time, and then slowly cooling to room temperature treatment method.
2. Humidification treatment: the injection products after stripping are placed in hot water for a certain time, and then taken out and cooled to room temperature slowly.
3. External cooling treatment: the injection products after demoulding are immediately forced to cool for a certain time with prefabricated models and cooling media, and then removed from the model.

