Most people in plastic moulding industry may have the same question: how to calculate injection moulding machine tonnage or how to calculate clamping force in injection molding? This is a very common question if you are in the plastic inejection molding industry. So how do you calculate injection molding tonnage?
Before answering the question about clamping force calculation, we should make it clear for some basic definition of the injection machine`s molding tonnage and how it comes from and what it supports during the injection molding process.
What is tonnage in injection Moulding machine?
The “tonnage” is the maximum of clamping force that a injection molding machine can offer to keep the the injection tool tightly closed during the injection process.
This clamping force ensure the mold won`t apart or getting loose and having products with sharps.The tonnage size is one of the most important factor when you want to select a injection molding machine. As it will determinate what kinds or size of plastic products you can produce with this molding machine.
We normally use the tonnage size as the main index of a injection moulding machine. You may heard some of these sentence:
I have a 200 ton injection machine, the mold will need a 300 ton molding machine,is the product can be produce with a 120 ton moulding machine?
What size injection molding machine do I need?
Normally, most plastic injection engineers will rough calcualate the machine`s tonnage with the product`s surface multiply by a index number.
If you are using square inch as the surface, then you can make it 2.5 times (higher flow materials like PS, PE and PP) to 4 times (lower flow materials like PA, PC and PSU) as the index number.
While your are using square cm as the surface, then you should make it 0.48 times (higher flow materials like PS, PE and PP) to 0.72 times (lower flow materials like PA, PC and PSU) as the index number.
SPECIAL PROMOTION


What is the formula to calculate tonnage?
There are many clamping force formula are used for different people for some different applications. Below we will try to explain you the popular clamping force calcution formula:
Empirical Formula 1
Clamping force (T) = Clamping Force Constant Kp * Product Projected Area S (CM * CM) * Safety Factor(1+10%)
To properly calculate necessary clamp tonnage, you must first know the projected area of the molded part/s plus any runners.
Area can be calculated by multiplying length times width, A = L x W or A=πr2.
Above clamping force empirical formula is most used for fast calulate with more easy to have a rough size. Most engineers will pick a bit larger size from the result even. As it still have so risk for the products which have complex construction or the thickness on different position have big changed, or there are many perpendicular runner/corners.
Kp experience value for square cm:
PS/PE/PP – 0.32;
ABS – 0.30~0.48;
PA – 0.64~0.72;
POM – 0.64~0.72;
Add glass fiber – 0.64~0.72;
Other engineering plastics – 0.64~0.8;
For example, a product has a projected area of 410 cm2 and material is PE, How to calculate clamping force in this project`s injection molding ?
Calculated by above formula: P = Kp * S = 0.32 * 410*1.1 = 141 (T), 150-170 ton injection molding machine should be selected.
Kp experience value for square Inch:
Most injection molders are make it 2.5 times(higher flow materials like PS, PE and PP) or 4 times (lower flow materials like PA, PC and PSU)
the surface square inches of the part and an additional 10% as a safety factor.
If you have a part that is 120 square inches, you would need a injection machine with 300 tons clamping tonnage for injection molding.
After added 10% safety factor, the required press size would be 330 tons of clamping force.Then you will need a 330-350 ton injection molding machine for your project.
Empirical Formula 2
Clamping force (T) = Material Molding Pressure * Product Projected Area S (CM * CM) * Safety Factor(1+10%)
350bar*S(cm^2)/1000 * (1+10%)
As above, 350*410/1000*1.1=160T, choose 160T injection molding machine.
Accurate Calculation Formula 3
Two important factors in calculating clamping force:
1. Projected area (S) is the largest area viewed along mold opening and closing.
2. Determination of cavity pressure (P)
Cavity pressure is affected by following factors
(1) Number and location of gates
(2) Gate size
(3) Wall thickness of product
(4) Viscosity characteristics of plastics used
(5) Injection speed
3.1 Grouping of thermoplastic flow characteristics
Group 1: GPPS HIPS TPS PE-LD PE-LLD PE-MD PE-HD PP-H PP-CO PP-EPDM
Group 2: PA6 PA66 PA11/12 PBT PETP
Group 3: CA CAB CAP CP EVA PEEL PUR/TPU PPVC
Group 4: ABS AAS/ASA SAN MBS PPS PPO-M BDS POM
Group 5: PMMA PC/ABS PC/PBT
Group 6: PC PES PSU PEI PEEK UPVC
3.2 Viscosity grade
Each of above groups of plastics has a viscosity (flow capacity) rating. Relative viscosity grades of each group of plastics are as follows:
Group multiplication constant (K)
Group 1 * 1.0
Group 2 * 1.3~1.35
Group 3 * 1.35~1.45
Group 4 * 1.45~1.55
Group 5 * 1.55~1.70
Group 6 * 1.70~1.90
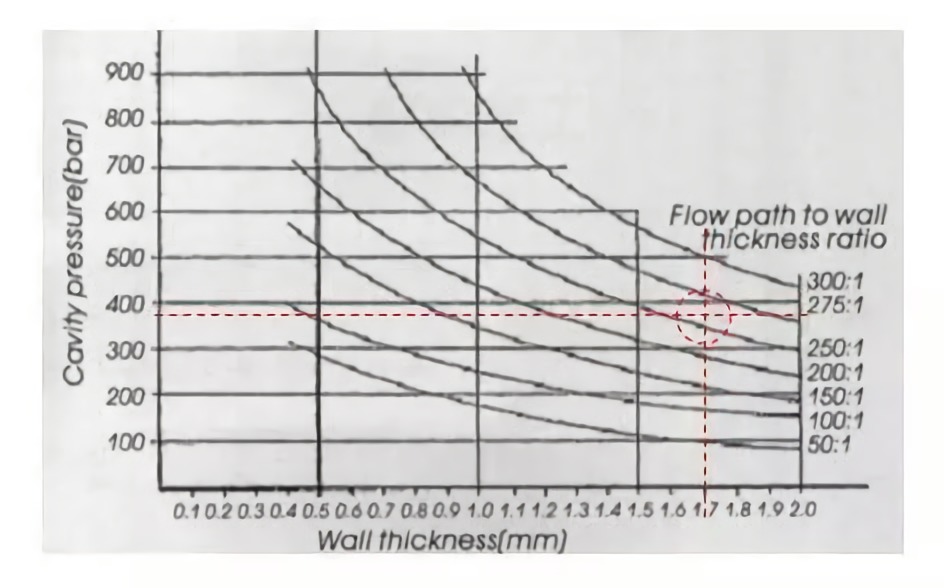
3.3 Cavity pressure is determined by ratio of wall thickness, flow to wall thickness
Look up table P0*P=P0*K (multiplication constant)
clamping force
3.4 Determination of clamping force (F)
F=P*S= P0*K*S
For example, part: calculation of clamping force of polycarbonate (PC) lamp holder
As shown in figure is a round PC plastic lamp holder with outer diameter of 220mm, wall thickness range of 1.9-2.1mm, and pin-type center gate design. The longest process for parts is 200mm.
Place where flow resistance of melt is the largest occurs at position where wall thickness is thinnest (1.9 mm), so value of 1.9 mm should be used when calculating required injection pressure.
* Process / wall thickness ratio calculation
Process / wall thickness = longest melt process / thinnest part wall thickness = 200mm / 1.9mm = 105:1
* Application of cavity pressure/wall thickness curve
Relationship between cavity pressure and wall thickness, process/wall thickness ratio is provided. It can be seen from figure that cavity thickness of 1.9mm,
cavity pressure of flow/wall thickness ratio of 105:1 is 160Bar. Data is applied to the first group of plastics. For other groups of plastics,
we should multiply corresponding multiplication constant K.
* Determination of cavity pressure value of PC
Flow properties of PC belong to viscosity class of sixth group. Compared with the first group, viscosity of PC is 1.7-1.9 times of that,
different viscosities are reflected in cavity pressure, so cavity pressure of PC lamp holder should be 160 bar*K (the viscosity grade of PC). P = 160*1.9 bar = 304 bar for safety reasons, we take 1.9 times.
* Projection area value of PC lamp holder
S = π*lamp holder outer diameter 2 / 4 = 3.14* 22*22 / 4 (cm2) = 380cm2
* Clamping force of PC lamp holder
F=P*S=304bar*380cm2=304kg/cm2*380 cm2=115520Kg or 115.5Ton, so 120T~130T injection machine can be used.
All above clamping force calculation formula requires you know how to calculate projected area injection molding. So you can see the projected area calcution is the key to the calcution clamping force in injection molding.
Accurate Calculation with CAE software (MOLDFLOW, etc.)
Main basis for classification of injection molding machines is clamping force. It is true that large machine has a large clamping force and small machine has a small clamping force. Clamping force in injection molding is one of the most important factor while you try to select a suitable injection molding machine for your project`s application.
This is traditional idea. It seems that clamping force is main indicator for measuring size of machine. However, as market becomes more and more subdivided, clamping force of machine cannot fully evaluate size of machine, and more and more special optimized machines are beginning to appear.
For example, when I produce thick-walled products, I need a large amount of melt glue and a small clamping force.
This is different from design idea of traditional machine. Rigidity of equipment board can be low and clamping force can be small, screw can be thick, screw can be deep, mold opening distance is large, opening and closing speed is slow.
However, when you want to produce thin-walled products, you will need high clamping force, a small amount of melting glue, a small opening distance, and a short cycle time. At this time, design is different, rigidity of equipment board is high, clamping force should be high, screw should be small, mold opening distance should be small, opening and closing distance should be fast.
For example, when I made PVC, PA, PS products, screw design has its own characteristics. Production of precision products is very demanding on repeatability of equipment.
Therefore, clamping force is main parameter to measure machine, but when evaluating a machine, it is necessary to look at comprehensive evaluation of other parameters.

New Generation Injection Molding Machine
Please feel free to contact us if you still have questions on how to calculate injection molding machine`s tonnage or how to pick up a right size injection machine for your application.

