The ejector settings can be operated in three different modes to knock the finished product out of the mold at the end of mold opening. You can choose between the Hold, Count Number and the Vibration modes.
![]()
Warning: Hold mode can be used only in semi-automatic operation.
Hold Mode:The ejector moves forward according to the ejector settings and the product is dropped or taken out. After the safety gate has been opened and closed the next cycle will start.
Count Number mode: The ejector is activated according to the Ejector and Ejection Cound settings. This mode is usually used for automatic machine operation. It does not require the opening and closing of the safety door to continue the production cycle.
Vibration mode:The ejector movement is controlled by the Ejector and Ejection Count settings with the ejector vibrating at the end of the forward movement according to the Vibration setting set (Vibrating distance is regarding to the ejection parameter screen timing controller.)
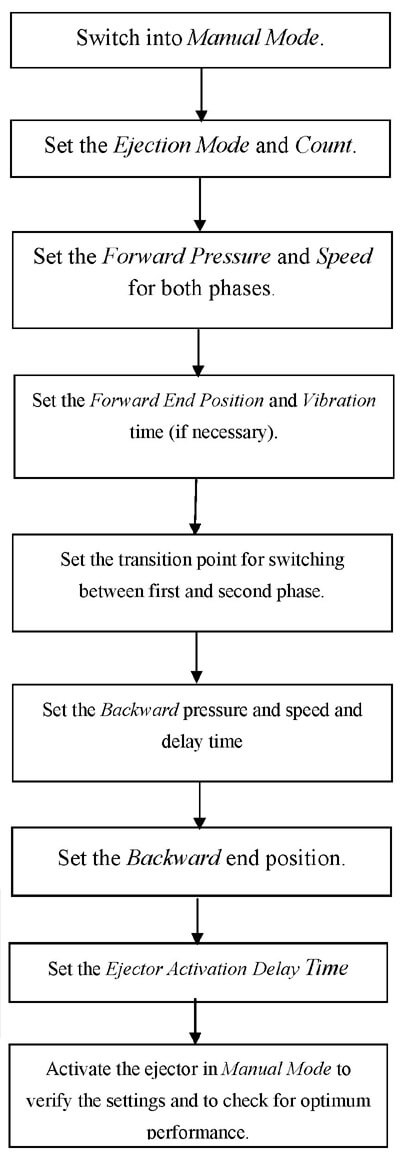
Press the Manual key  to activate the Manual mode. Switch the HMI display to the Ejection setting screen by pressing F5
to activate the Manual mode. Switch the HMI display to the Ejection setting screen by pressing F5 .
.
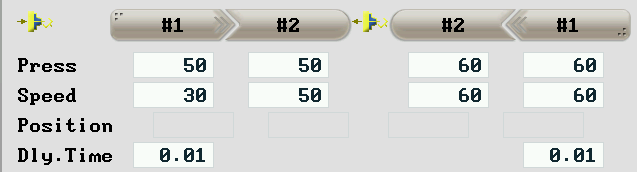
The set the Ejection Mode and Count. Please note, if you don’t need the ejection, you can just set the Ejection Count to “0”![]() . Press F3
. Press F3 again to enter this screen
again to enter this screen

If the mold product has not been knocked out successfully while in Photo Sensor auto operation mode  and the Eject Try Again function is not activated, the alarm will sound and the machine will stop for ejection trouble shooting.
and the Eject Try Again function is not activated, the alarm will sound and the machine will stop for ejection trouble shooting.
The machine is not running under the Photo-sensor Automatic operation mode and without Re-Ejection function activated, when the final molding part cannot be knocked out of mold completely, the machine will give an alarm and stop from troubleshooting.If the product was sent out by the machine then will continue the normal operation. If there is no rejection then will enter ejection failure alarm system.
If the product in the mold platen has not been knocked out successfully while in Photo Sensor auto operation mode and the Eject Try Again function is not activated, the alarm will sound and the machine will stop for ejection trouble shooting.
For the first Ejection, there are two stages which can be set with separate pressure, speed and transition position for each stage.
Then, please set the pressure and speed for the ejection retract.The Backward Delay time allows you to set the time the ejector will stay in the forward end position before it is retracted. (But will not maintain ejector forward, pressure, speed and electromagnetic valve).
If after the mold open , and you want to have more time to cool the final molding part, please set the delay time before ejector forward. After setting all ejection parameters, please try to test all the presetting under Manual mode  to check for optimum machine performance. If you encounter any problems during the operation, please press Manual key to stop the machine from operating.
to check for optimum machine performance. If you encounter any problems during the operation, please press Manual key to stop the machine from operating.
SPECIAL PROMOTION



