As one of the leaders of professional injection molding machine manufacturers in China, Guanxin has a lot of production design experience in the special plastic injection moulding industry. The most important optimization design in special plastic injection molding equipment is the special customized design and production of injection molding screws and barrels and their related kits. Below we mainly introduce the knowledge about injection molding screw and barrel.
Universal injection molding screws and barrels
We all know that the plastics industry has a variety of plastic raw materials with different performance characteristics. Some of them have the same performance characteristics, some have little difference, and some have very big differences. There are thermoplastic and thermoset plastics, and there are strict and loose temperature controls, etc. Therefore, the injection molding screws has a universal plastic screw and barrel and many special injection molding screw types(link LSR silicone injection molding screw type, PET preform injection molding screw, PVC/PPR pipe fittings injection molding screw type, etc ). When selecting the plastic injection molding machine, we must choose the appropriate injection screw and barrel according to the plastic material to be processed, so that we can produce excellent plastic products with high precision and consistency.
Parts and Components of Injection Molding Screws and Barrel
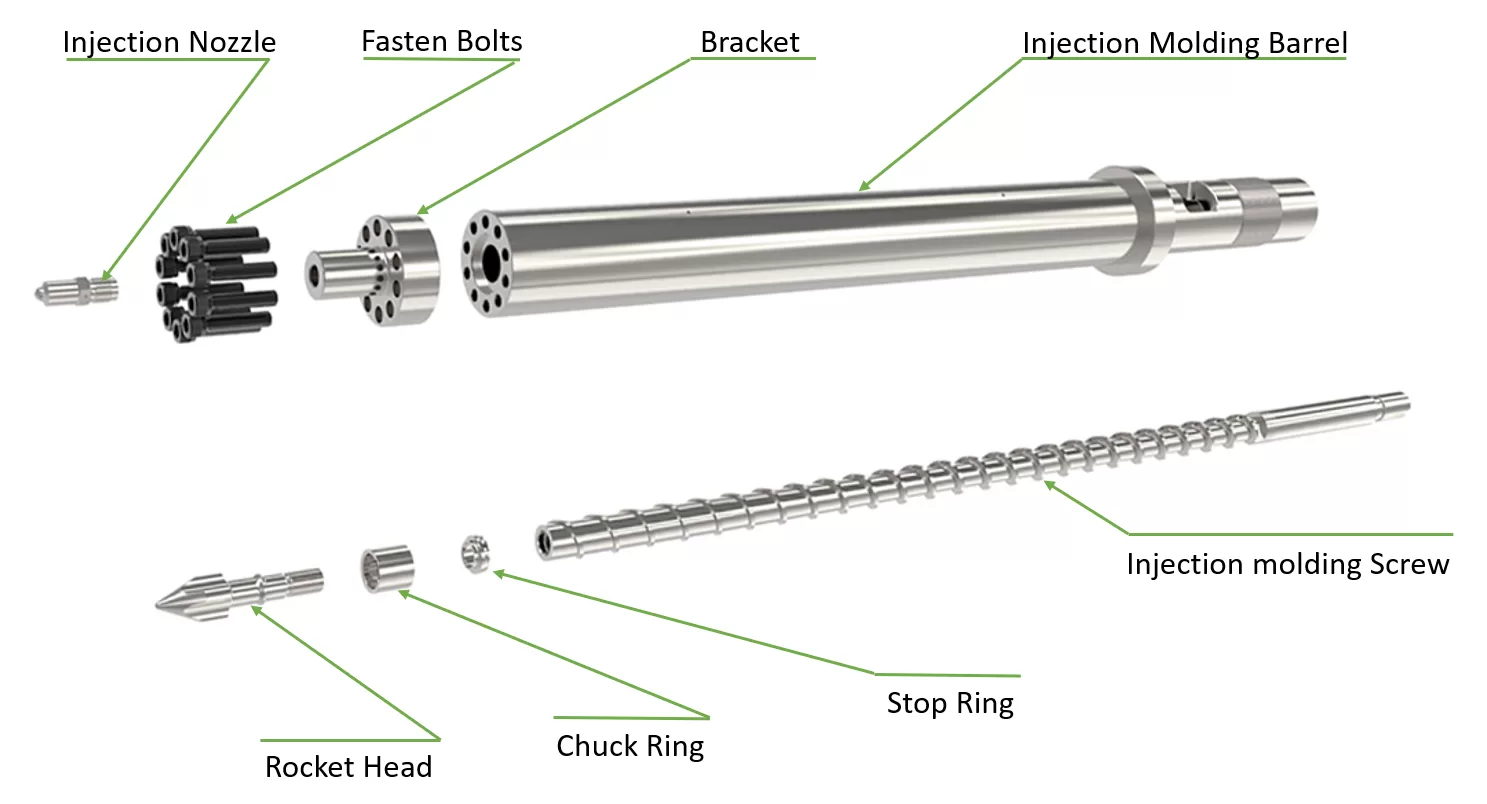
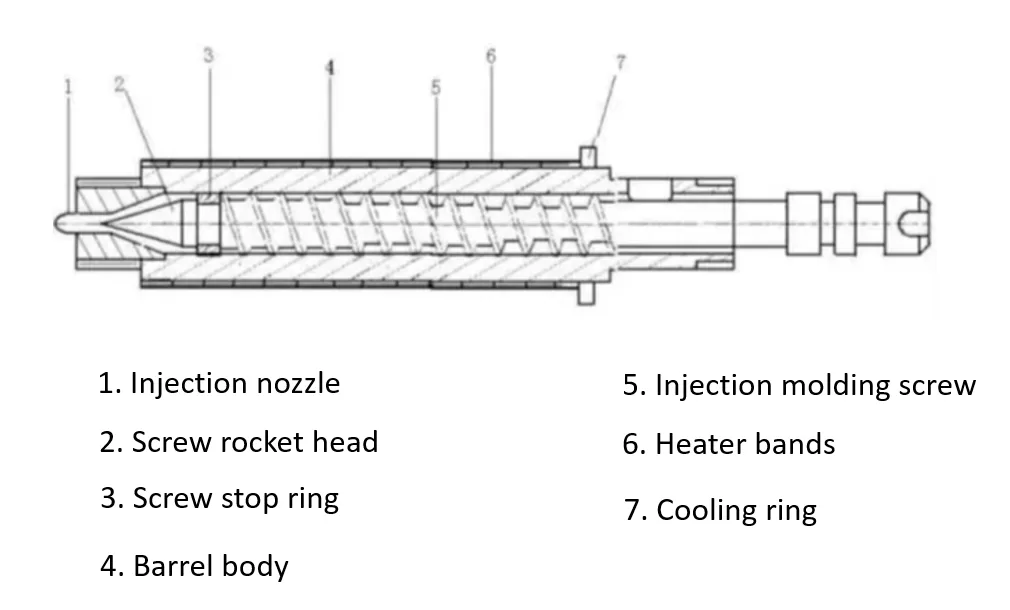
There only a fewe parts and pomponents of injection molding screws and barrel only, but the injection molding screw is very imporntant to an plastic injection machine. The injection molding screw is comprised of four main components: injection moulding screw body, screw rocket head, chuck ring and stop ring. And the screw barrel includes injection molding barrel, barrel bracket, fasten bolts and nozzle head.
Designs and Functions of Injection Molding Screws
1. The overall surface of the three small parts of the screw head must be smooth. Except for the assembly part, there must be no right-angled or acute corners in any place that can be seen from the front. They should be smoothly transitioned. The size of the smooth R depends on the situation, because right-angled and acute corners The dead corners are prone to cracking, not to mention the accumulation of materials, which makes the flow of raw materials not smooth enough. After being used for a long time, it is easy to have black spots and yellowing. The three small parts are the parts most likely to produce yellowing. Many PC, PMMA and other products are used for yellowing. Three small pieces were abnormal and turned yellow.
2. The design of the two end faces of the apron is also particularly important. Nowadays, many injection molding machine manufacturers design the joint surface of the apron and the meson to be flat and have no slope. This has two disadvantages. First, there is plane contact and no slope contact. If the surface is large, the service life will be much shorter than that of the inclined surface. Secondly, the joint between the meson and the screw head without the inclined surface will become a dead angle. If the raw material stays for a long time, there will be black spots and yellowing. This slope is the most 30 degrees is better, 15 degrees is not big enough and it is easy for material to accumulate. 45 degrees has a large contact surface and is not easy to accumulate materials, but it is easy to push through the rubber ring when injecting glue.
3. The left and right movable clearance of the apron should be moderate. Depending on the raw materials produced, the movable clearance should be large or small. The instability of the glue injection point of many large-scale thin-walled products is due to the large left and right movable clearance of the apron. .There are also many PMMA and PC raw materials that make a rattling sound during production because the left and right movement gaps of the rubber rings are too small, resulting in unsmooth discharging.
4. The surface of the threaded part of the screw head does not need to be as hard as other parts. Too high hardness can easily cause the thread to pop off and reduce the thread strength. It should be protected by nitrogen barrier before heat treatment. Or the thread should be processed after nitriding. The threaded part should be withdrawn. It is best for the groove to be an R shape of an arc, rather than being cut directly with a right-angled turning tool. That way the stress is better, as many screw heads break at this location.
Some important knowledge about injection molding screws
The injection screw seems to be a very simple injection machine accessory, but it has to complete many different functions at the same time.
1. Conveying or feeding solid or liquid plastics;
2. Compressing, melting and pressurizing melts;
3. Mixing, melt refinement, and pressure and temperature stabilization.
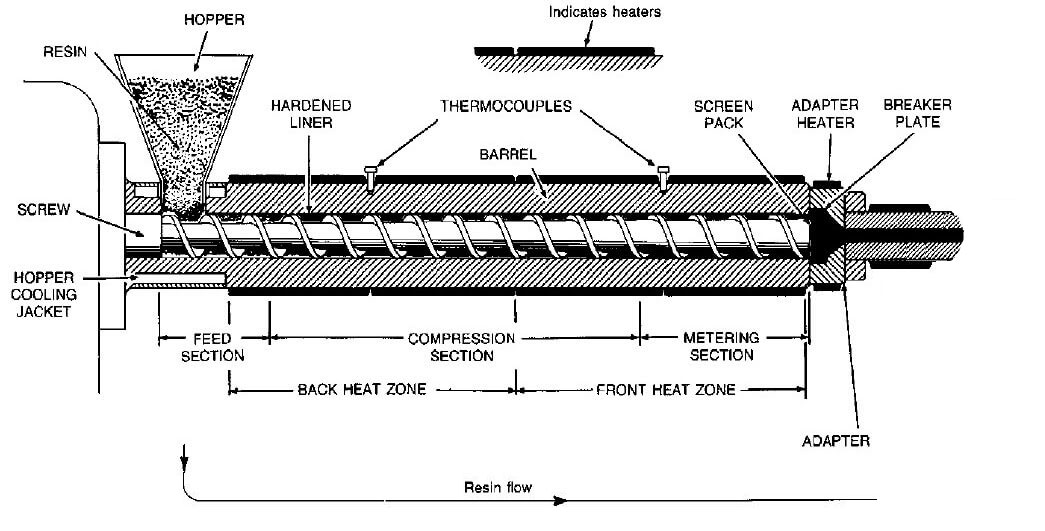
The injection screw is divided into three different parts or areas, each of which performs different functions, It includes three main injection molding screw zones as shown in the figure below.
1. Feeding part of plastic raw materials
2. The melted, plasticized and pressurized part of the plastic
3. Plastic injection metering part

Feeding section of plastic raw materials
The beginning of the feeding section of plastic raw materials is used to load unmelted plastic introduced into plastic pellets or plastic hoppers. When the injection screw rotates, the plastic continuously enters the groove before the screw thread and advances toward the nozzle by following the screw thread.
As the resin advances further along the feed section, densification (compaction) occurs as the particles or granules are pressed more closely together. The motion of a solid is always enhanced by either increasing the friction between the plastic and the inner surface of the barrel or reducing the friction between the plastic and the screw surface. In other words, if it sticks to the barrel and slides on the screw, the feeding effect is good.
Impact of plastic raw materials
The form of material entering the feed hopper or feeding section has a very important impact on whether the processing can be fed. For example, powdered and fluffy regrinds generally cause difficulties in the conveying and processing of plastic raw materials than pellets, cubes and heavier regrinds. That’s why we ask our customers questions about raw material production: Are virgin plastic pellets or recycled plastic in powder or flake form used in daily production? Or is it a mix of new materials and recycled plastics? What is the proportion of new and old materials? Because we have to choose injection screws of different designs according to the materials used.

The melt plasticizing and pressurizing section of the injection screw
The melt plasticizing or compression section of the injection screw is a section of the screw where the depth of the screw’s threads loading the plastic gradually transitions from the deep feed section to the shallower plastic metering section. Because of the many different functions that are performed during this length, the design of the transition is critical to the performance of the screw.
The main functions to be completed by the melting, plasticizing and pressurizing part of the injection screw include the following three important performances:
(1) Melting,
(2) Compaction and elimination of voids
(3) Pressure accumulation.
Melting: Although melting occurs in the feed and metering sections, most of it occurs in the transition section. As the pitch and channel depth of the injection screw threads decrease, the solid plastic will slowly be compressed and rub against the heated injection barrel. This provides efficient frictional heating and melting of the plastic raw material as well as some additional but less efficient conductive heating. By compacting and eliminating voids in the transition section, the polymer changes from compacted particles with air gaps in between to molten polymer without air bubbles.
Plastic injection screw metering section
The metering part has a very important impact on the injection accuracy of plastics. The word “metering” comes from the concept of a constant thread groove depth part, which measures a smooth and precise amount of plastic to ensure precise control of the plastic injection volume. This has a key impact on the precision and intelligent production of plastic products today. .
The metering part of the plastic injection screw should complete the first or more of the following functions:
1. Metered uniform plastic delivery volume, pressure and melt temperature.
2. Melting of some stubborn particles
3. Melt refinement
4. Molten plastic is inside the injection barrel and maintains constant melting pressure
Injection molding screw`s shear rate or L/D length to diameter ratio
Most of the energy in the compressed portion of a plastic material is obtained through shear. The plastic is sheared between two relatively moving surfaces. These shearing activities are usually performed in the inner wall of the injection barrel and the threaded grooves of the screw.
The actual shear rate at any single point along the screw can be calculated using the following formula.
“S=DN/19.1*h”
where S = shear rate (reciprocal seconds)
D = screw diameter (inches)
N = screw speed (rpm)
h = Thread groove depth (inches)
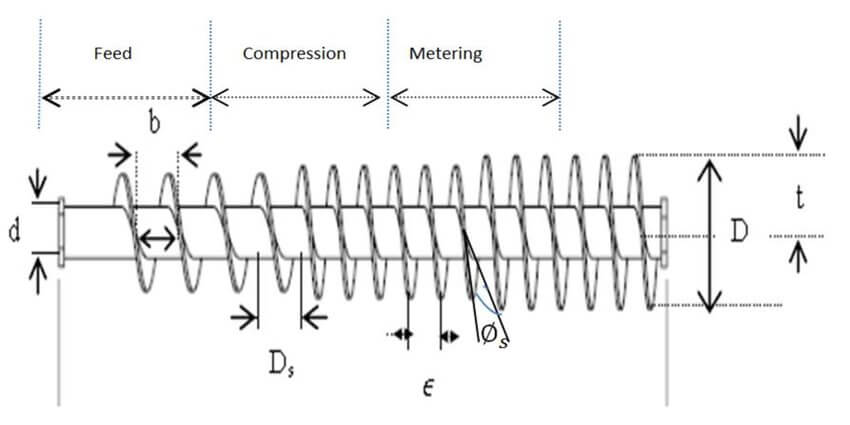
The relationship between screw desing and plasticizing quality
The main factors affecting plasticizing quality: L/D slenderness ratio, compression ratio, back pressure, screw speed, and electric heating temperature setting.
L/D ratio = screw working length/screw diameter. If the L/D ratio is large, it is easy to eat the ingredients evenly, but it is easy to overdo it. For plastics with better thermal stability, a longer screw can be used to improve mixing properties without worrying about scorching and yellowing; for plastics with poor thermal stability, a shorter screw can be used or the screw end has no screw tips auxiliary.
L/D slenderness ratio designs for different plastics:
Thermoset: 14~16
Rigid PVC, high viscosity PU, etc. Thermal sensitivity: 17~18
General plastic: 18~22
High temperature stability plastics such as PC, PPS, PC+ABS: 22~24
L/D slenderness ratio effections for color mixing ability:
12~16 It is advisable to shape the rubber particles with good color to avoid color difference.
16~18 The color masterbatch is mixed, dyed and molded in the material tube with uniform quality and small color difference.
20-24 The colorants are mixed and dyed in the material tube, and the dispersion is uniform, which has a better protective effect on the physical properties of the finished product.
Compression ratio: Compression ratio = feeding tooth depth/metering tooth depth. Consider the compressibility of the material, the degree of feeding, backflow, the density of the product, heat transfer and exhaust.
Appropriate compression ratio can increase the density of plastic, make the molecules more tightly bonded, help reduce the inhalation of air, reduce the temperature rise caused by pressure, and affect the difference in output. Improper compression Than will destroy the physical properties of plastic.
The higher the compression ratio, the higher the temperature rise generated during the plasticization process of the plastic in the material tube, resulting in better mixing uniformity for the gelling plastic, and the relative discharge volume is greatly reduced. High compression ratio is not suitable for fusible plastics, plastics with low melting viscosity and poor thermal stability.
The small screw has a shallow groove depth and absorbs heat quickly, which is enough to soften the plastic during the compression section. The friction heat energy between the screw and the material tube wall is low, and it is suitable for medium to high-speed rotation to increase the plasticizing capacity.
Large screws are difficult to rotate quickly to avoid uneven plasticization and excessive frictional heat. For plastics with high heat sensitivity, if the injection screw rotates too fast, the plastic will be easily decomposed.
Usually, screws of various sizes have a certain speed range, generally 40 to 250 rpm.
Pressure-holding section of plastic injection screw
The pressure at which a plastic injection screw pumps through a mold or fills an accumulator depends largely on the configuration of the metering section. The longer and shallower the metering section of a plastic injection screw, the greater its ability to maintain a constant output or maintain the pressure developed at the end of the transition section.
How to pick up the right injection molding screw according to the plastic characteristics
Please feel free to contact us if any questions about injection molding machines` screw and barrel:

