INSTANTLY INCREASING YOUR PRODUCTIVITY IN INJECTION MOLDING IS EASY IF YOU PAY ATTENTION
The company is footing the bill through overtime pay and revenue loss, and even considers investment in additional production capacity. Meanwhile, a simple output increase could be realized by just being critical of the productions at hand.
Injection molding
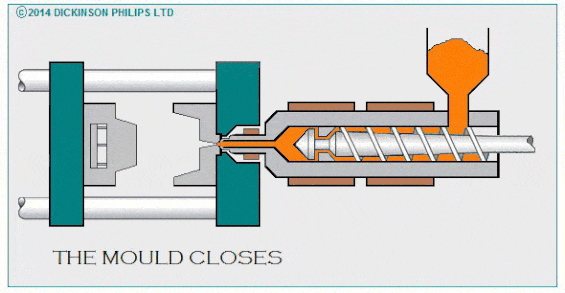
WHAT IS THE CYCLE TIME IN INJECTION MOULDING?
The cycle time in injection molding is the total time needed to complete the stages of the molding process:
- Closing the mould
- Material injection
- Holding stage to fill and cool and avoid sink marks
- Opening the mould
- Eject or release the part
OUR RECOMMENDED APPROACH TO REDUCE THE CYCLE TIME IN PRODUCTION
M-Box helps you to monitor:
- Total cycle time (stage 1-5)
- Mould closed time (stages 2 and 3).
You just set the optimized target times (following the optimization steps below) for each mold configuration to the system. When the mould appears on the machine, the corresponding RFID card (unique per mould configuration) is set to the M-Box. Then, if during the production either the cycle time or mould closed time deviates from the target, an instant notification is issued to the supervisor. If it goes unattended, a ticket is generated for handling by the production manager.

Injection Moulding Machine with Monitor-Box and electricity meter
Cycle time deviations no longer go unnoticed and are addressed immediately to make sure you produce at optimal output speed.
OUR RECOMMENDED APPROACH TO REDUCE THE CYCLE TIME IN PRODUCTION
STEP 2. REDUCE COOLING TIME IN INJECTION MOLDING
The cooling step can often be shortened by a bit with an acceptable loss of additional shrinkage (within specified limits) and by optimizing the cooling process (chilled water) and cooling channels through the mould.
STEP 3: EXPERIMENT WITH SLIGHTLY SHORTER HOLDING TIMES TO CHECK ITS IMPACT ON QUALITY
Verify the part weight after each reduction of the holding time. As long as the weight remains the same, the reduction of holding time did not impact the quality of the part produced.

WHAT IS THE VALUE OF A REDUCTION OF 5% IN CYCLE TIME?
If the machine hours can be “sold” at typical gross margin levels, a reduction of 5% can yield the following:


