In this section, we will talk about injection setting parameters on Plastic injection molding machine with techmation control unit. Show you the injection settings path and explain what is injection pressure and hold pressure.
Injection Settings Path: screen –> F3 injection –> F2 injection
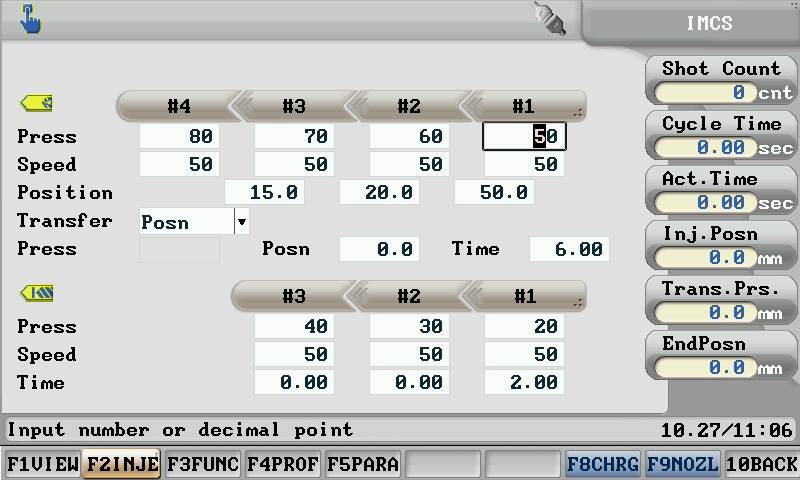
Injection settings` screen of Plastic Injection Molding Machines
Injection and hold pressure: Due to the injection control, it is divided into injection and hold pressure, injection is divided into 4 stages, each stages has its own pressure and speed setup , transition of each stages is used according to the position distance to transit the pressure and speed, it’s is suitable for different kinds of complicated , high precision mold platen , however injection hold pressure is available to transit by time, or by using position transit or both, the perform is due to the consideration of the mold platen’s formation , the flowing and efficiency of the raw materials, there are many different ways to modulate but all the modulation are basically included.
Hold pressure used three stages of pressure, speed, transition is function according to the position of time or pressure, until the last timing was done, it means that the injection procedure is completed and continues by the next step.
The user can also use the permanent injection timing to inject by setting the hold pressure position to zero, to prevent the hold pressure to reach the transition point, the manual injection time is equal to the actual injection time however the sensor function will be lost, and the low quality products will be hard to discover and lack of immediate modulation.
Due to the difference of flowing of every mold barrel, the smaller the variation is the higher the products quality will be, therefore the computer will check during the starting point of the injection , the injection movement timing and the sensor part . Please take notice that the alarm will be alert when the limit is overtaken.
Hold pressure transform: Pressure protection after the injection is mainly divided in to 3 types.
Position selection will be made after the hold pressure reach the position; times selection will be made when the injection time reach the transformed hold pressure; pressure selection is made when the hold pressure pressure reach the transformed hold pressure
Injection time: The injection time is normally longer than the actual time, it is because when the hold pressure reached its transit point the computer will stop the injection time, therefore when the raw material flowing is not in the best condition, the actual timing will be longer, and the transit point will reach later, however during the good condition of the raw material flowing the transit point will reach efficiently, at the moment the actual timing will be shorter. In order to differenciate both of these, we provide a highest and lowest limit, it means that the actual timing of injection should not overtake the limit it is because the production out of this scope will be considered as bad quality products.
When the hold pressure transform is using the injection position controller, when the injection of 6 stages position ends when the screw is reached , it is transform to the hold pressure, if the point is not reached, then the transform will happen when the upper limit time is reached.Therefore, this time setting value will normally be longer then the injection timing, when the transform timing is selected the 4 stages end position will not be displayed, and the upper limit 000.0 mm will change to movement 000.0 sec, at the moment the injection will activate according to the time set.
About injection setting parameters information is widely used on most Chinese plastic injection molding machine with Techmation controller.
SPECIAL PROMOTION



