Two Color Injection Molding Machine Manufacturer & Supplier in China
Two color injection blow molding machine is one of Guanxin`s most popular plastic injection molding machines. This multi-material two-shot injection molding machine is a horizontal injection molding equipment to produce kinds of two-color products like toothbrushes, tooling kits, household plastic goods, medical instruments, vertical brake lights, keyboards, water-resistance parts, etc. These plastic double-shot injection molding machines are developed to achieve fully automated mass production with high quality, high output capacity, and lower manufacturing costs. With less investment and significant economic benefits, it is the trend of mainstream technology in the future. These kinds of multi-material products produced by 2k injection molding process system have made a qualitative leap in terms of appearance and performance, production efficiency, and high quality. Our customers are satisfied with our two-component injection molding machine. It come with hight ROI because saving lots of time and energy comparing products produced by insert moulding or overmold moulding.
As one of top two color injection blow molding machine manufacturers in China, Guanxin Plastic Machinery has more than 10 years of experience in multi-shot injection molding machine optimization design. You can trust us as our machines is offered with 3 years quality guarantee.
Two Shot Injection Molding Machine is developed to kill the high cost of insert molding or over-molding. Two shot injection molding is also called two color injection molding, double color injection molding, bi injection molding, bi-color injection molding, two color moulding, two component injection molding and 2K injection molding. Two shot injection molding refers inject two kinds of the same material or two different materials (Mostly PP+PP,PC+PC,PP+TPE) through an two shot injection molding machine (two-color injection molding machine) and the two color injection mold by twice injection unit, and the final product has two colors or two materials.
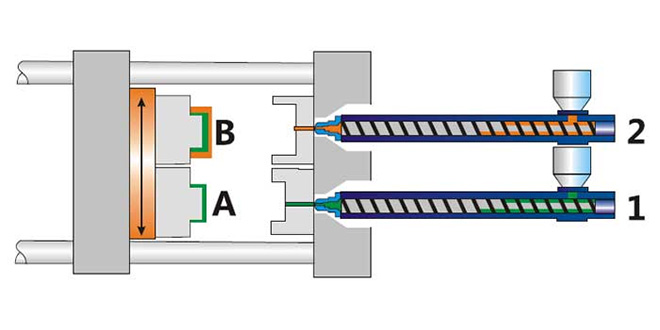
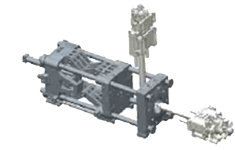
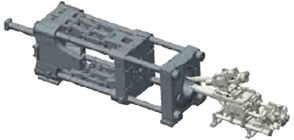
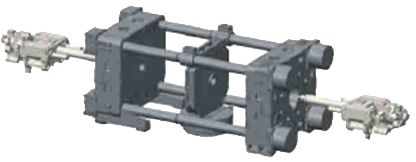
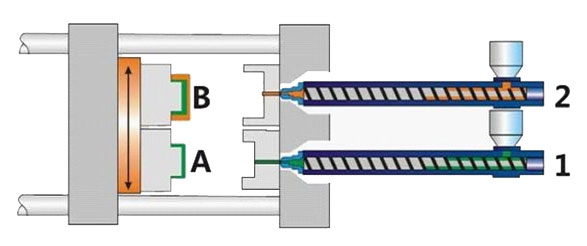
There are two independent screw & barrel sets at the injection unit on only one moulding machine; These two injection units could do injection action at a different times or simultaneously. According to the request of plastic molding products, two color injection moulding machine with flexibility could do ejection then tum the rotary table or turn the rotary table first then do the ejection action as well.
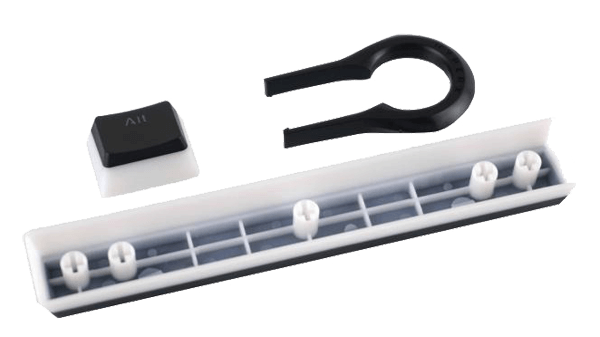
This multi-materials series injection molding machine is suitable for producing lots of value-added products like keyboards, and handlebars. and hanger, etc. For more, please refer to the Double Color Injection Molding Machine Apllications.
How It Works Two Shot Injection Molding Machine
Two Color Injection Molding Machine Working Principle
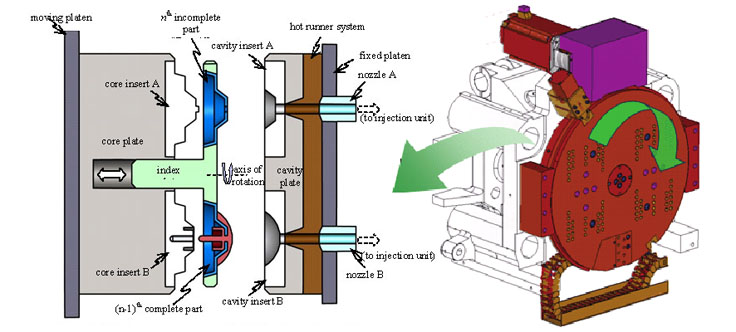
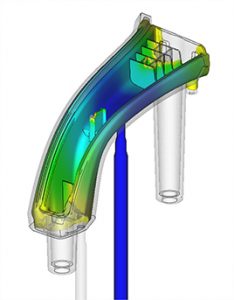
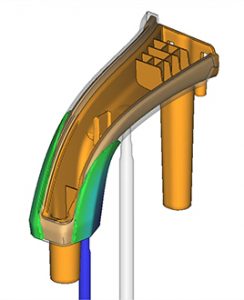
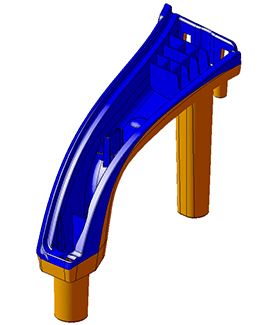
The Two-Color Injection Molding Machine injects the first material into the mold and the plastic takes the shape. After the mold is open, the movable rotary mould platen turns 180 degrees with the semi-finished product. Then the machine makes the second injection after the injection nozzles are directed at the cavities of the mold and the mold is closed. For the Multi-material series, the two steps is done at the same time( It`s more fast and more effective ).
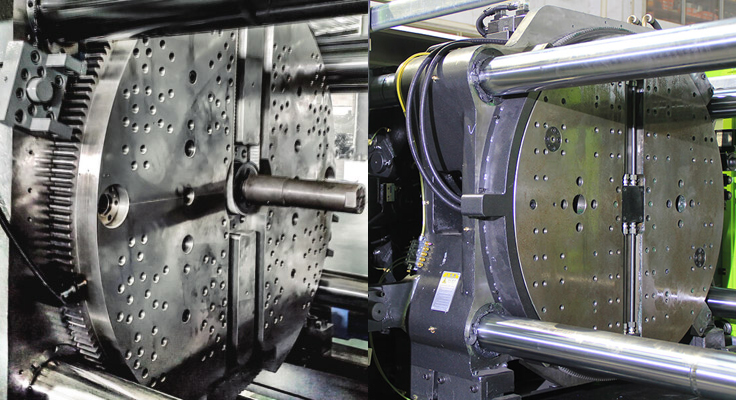
This series machines is equipped with rotary mold platen, which is suitable for producing double color products.
Rotary table is located by mechanism, which is precise and stable.
External mold hydraulic and water cooling systems are easy to operate and maintain.
Two independent controls for the shot platforms, injection simultaneously is achieved to shorten the molding time.
Rotary table or rotary shaft is optional to produce many kinds of colorful products.
Rotary Mold Platen Design and Working Principle
The two component injection molding machine have a rotary table, which mount on the second platen or called moveable platen. A rotary axis is located at the center of moveable platen, which could drive two color injection mold move around to produce individual two-component products.
The double shot injection molding machine`s rotary table is mostly driven by hydraulic motor with gears. And located by a position sensor to feedback the signal to the 2k injection molding machine`s servo motor. This rotay injection modling technogy is the traditional method. Now many double shot injection molding machine manufacturers start to use the servo motor to drive the rotary table directly. With the full servo driven technogy, it can have more fast response time and can shorten the production cycle time as the table can turn around synchronously when mold open.
Two-color injection molding machine is featured with colorful and attractive appearance plastic products. Meanwhile, it is composed of two injection components, which can inject material not only synchronously but also alternately by two separated screws & barrels which are controlled by a professional programmable computer. This kind of two shot injection molding used for manufacturing multi-layer products while with low production cost.
Ramp-row five support point double crank web structure, mold board designed by the computer parameters optimizing design.
Mechanism, electronic and hydraulic triple interlock safety protection function.
Multiple hydraulic liftout type.
Multiple stages control for mold opening and clamping pressure, speed, position control.
Hydraulic motor-driving gear mold adjustment.
Special technique treatment, reliable strength.
Automatic centralized lubrication system.
Mold open and clamping,liftout position control.
Automatic mould adjustment function.
Two Shot / Two Color Injection Molding Advantages
Two shot injection moulding can integrate multiple functions into one plastic part, such as soft-sensitive surfaces, ergonomic design, two-color appearance, brand identity, feature improvement, noise reduction, shock absorption, water resistance and impact protection, saving design space and reducing the number of components, etc.
Increased product design flexibility
Improved plastic molding parts integrity
High efficiency for multi-material
Higher-quality plastic part fabrication
Reduced handling and no secondary assembly
Reduces cost and waste associated with assembly defects
Different plastics are integrated with chemical links
High value added and have more benefit for products
Manufacturing trends in the future, the earlier the better
Double Color Injection Molding Machine Applications
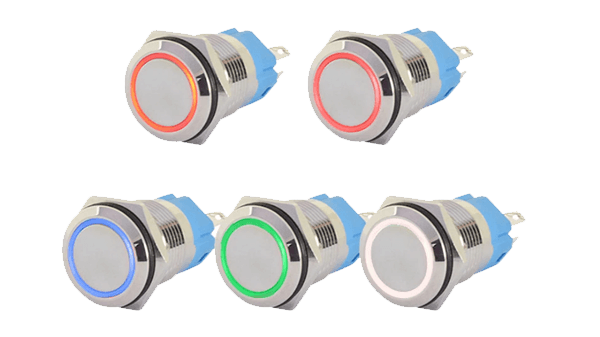
1. Applications to power switches, car switches, keysboards, etc. to meet the requirements of partial light guidance or light transmission.
2. Application to hand-held products like toothbrush handles, walkie-talkie bodys, power tool handles, spanners and thermoses to improve feelings.
3. Products that require a multicoloured attractive appearance but safe withou rubbing off during long time used,
such as kids toys, keyboards, two-colour injection moulding will be the first choice with high value added but low manufacturing cost.
4. Two shot injection molding is widely used for products that require partial plating, such as the keys of feature phones, high-end model toys,etc.
ABS and polysulfone (PSU) are the only platable plastic in whole plastic family. So ABS will be the only choice if a single side of the product or a partial area requires color plating.
And the other part of the product no need to be plated could be other plastic materials like PC.
In the plastics family, only ABS and polysulfone (PSU) surfaces can be plated. If a partial area or a single side of the product requires plating,
the plated area should be injected with ABS and the area that does not require plating should be injected with other materials such as PC.
( Click for Compatible Plastic Materials for Two Shot Injectin Moulding )
5. Applied to products that need to be waterproof to achieve the requirement of water resistance.
* Some configurations may subject to be updated without any notice as machines optimized need.
They Trust Us
Contact Us for Two Color Injection Molding Machine Price
Two Color Injection Molding Knowledge Center
What kind of Plastic Materials Can Be Used For Two Shot Injectin Moulding?
As all we know, different plastics materials have different chemical properties. Not all materials are able to bond and stick together. The plastic compatibility will directly affect the bonding strength and bonding effect of two shot injection moulding/double shot injection moulding. So it`s very important to choose the right plastic material when designing two color injeciton moulding / multi-component injection moulding products. The materials used during the multi-shot injection moulding process should form a chemical bond among them and stick together.
1. Below tables shows the bonding abilities of different plastic materials.
1). Hard Plastics to Hard Plastic bonding abilities table:
Adhesive properties of multicomponent injection molded thermoplastic materials
Plastics
ABS
ASA
CA
PA 6
PA 6.6
PA-Blend
PBTP
PC
PC/ABS
PC/PBT
PC/PET
PC
PETP
PMMA
POM
PP
PPO
PS
SAN
TPE/TPU
ABS
Excellent
Good
Good
Good
Good
/
Good
Good
Good
Good
Good
Limited
Good
Good
Unable
/
Unable
/
Limited
Limited
ASA
Good
Excellent
Good
/
Good
/
Good
Good
Good
Good
Good
Unable
Good
Good
Unable
Unable
Unable
Unable
Good
Limite
CA
Good
Good
Excellent
/
/
/
Excellent
/
/
/
/
Unable
/
/
Unable
Unable
Unable
/
/
/
PA 6
Good
/
/
Excellent
Excellent
Good
Good
Limited
Good
Good
Good
Limited
/
/
Unable
Limited
Unable
Unable
/
Limited
PA6.6
Good
Good
/
Excellent
Excellent
Good
Limited
/
Good
Good
Good
Limited
/
/
Unable
Limited
Unable
Unable
/
Limited
PA-Blend
/
/
/
Good
Good
Excellent
/
/
/
/
/
/
/
/
Limited
Limited
Unable
/
/
Limited
POM
Limited
Unable
Unable
Unable
Unable
Limited
Limited
Limited
Limited
Limited
Limited
Unable
/
/
Excellent
/
/
/
/
Limited
PP
/
Unable
Unable
Limited
Limited
Limited
Limited
Unable
Unable
Unable
Unable
Good
/
Unable
/
Excellent
Limited
/
/
/
PPO
Unable
Unable
Unable
Unable
Unable
Unable
/
/
/
/
/
/
/
Unable
/
Limited
Excellent
/
/
Limited
PS
Unable
Unable
/
Unable
Unable
/
Limited
Unable
Unable
Unable
Unable
/
/
Unable
/
/
Good
Excellent
/
Limited
SAN
Limited
Good
Good
/
/
/
Good
Good
Limited
Limited
Limited
Limited
/
Good
/
/
Unable
Limited
Excellent
Good
TPE/TPU
Limited
Limited
/
Limited
Limited
Limited
Limited
Limited
Limited
Limited
Limited
Good
Limited
Limited
Limited
Excellent
Limited
Limited
Good
Excellent
2). Hard Plastics to Soft Plastic bonding abilities table:
Plastics
TPE-polyamide-bases
TPE-polyester-elastomers
TPE-polyolefin-bases
TPE-styrene-bases
TPE-thermo-plastic polyurethanes
TPE-adhesion-modified grades
ABS
Unable
Limited
Unable
Unable
Good
Excellent
ASA
/
Good
/
/
Good
/
CA
/
/
/
/
/
Good
PA6
Excellent
/
Unable
Unable
Good
Excellent
PA6.6
Excellent
/
/
Unable
Good
Excellent
PA-Blend
Excellent
/
Limited
Limited
/
Excellent
PBTP
Unable
Limited
/
Good
Unable
Excellent
PC
Unable
Limited
Unable
Limited
Good
Excellent
PC/ABS
Unable
Limited
Unable
Limited
Good
Excellent
PC/PBT
Unable
Limited
Unable
Limited
Good
Excellent
PC-PET
Unable
Limited
Unable
Limited
Good
Excellent
PE
Unable
/
Limited
Limited
/
Good
PETP
Unable
/
/
/
/
Good
PMMA
/
/
/
Limited
Limited
Good
POM
Unable
/
/
/
Good
Good
PP
Unable
Unable
/
Good
/
Excellent
PPO
Unable
/
/
/
/
Good
PS
Unable
Unable
Unable
/
/
Excellent
SAN
Unable
/
/
/
Good
Excellent
* TPE=Thermoplastic elastomer.
2. The multi-shot injection molding materials` melting temperature should be between 30-60° difference. Bellow table shows you the most common plastics melting temperatures your further checking & study:
Plastics
Min. Melting Temperaturer (C/F)
Recommend Melting Temperaturer (C/F)
Max. Melting Temperaturer (C/F)
ABS
200 / 392
230 / 446
280 / 536
PA 12
230 / 446
255 / 491
300 / 572
PA 6
230 / 446
255 / 491
300 / 572
PA 66
260 / 500
280 / 536
320 / 608
PBT
220 / 428
250 / 482
280 / 536
PC
260 / 500
305 / 581
340 / 644
PC/ABS
230 / 466
265 / 509
300 / 572
PC/PBT
250 / 482
265 / 509
280 / 536
HDPE
180 / 356
220 / 428
280 / 536
LDPE
180 / 356
220 / 428
280 / 536
PEI
340 / 644
400 / 752
440 / 842
PET
265 / 509
270 / 518
290 / 554
PETG
220 / 428
255 / 491
290 / 554
PMMA
240 / 464
250 / 482
280 / 536
POM
180 / 356
210 / 410
235 / 455
PP
200 / 392
230 / 446
280 / 536
PPE / PPO
240 / 464
280 / 536
326 / 608
PS
180 / 356
230 / 446
280 / 536
PVC
160 / 320
190 / 374
220 / 428
* Data Collected by Mr Martin Chen from Guanxin Plastic Machinery Co., Ltd.
3. The coefficient of thermal expansion CTE of the base material and the covering material are as similar as possible.
4. The shrinkage rates of the base material and the covering material are as similar as possible.
5. Avoid the combination of amorphous and semi-crystalline plastics.
Multi-component injection molding technique is now widely used reach highend molding products which can catch customers atractive and pay for a higher price. Due the multi-shot injection molding can bring down the manufacturing cost of mass production but offer better functions and using experience.
Today, with one-step multi-material injection molding process has become an effective solution for innovative products in almost all industries, from automotive to construction, packaging, medicine, household products, electronics and home appliance, etc
Multi-component Injection Molding method are types of plastic injection method that allows two or more different plastic materials to be produced within the same injection moulding process. There are different injection methods according to the part design and requirements.
What Are Types of Multi-component Injection Molding Methods?
There types of multi-component injeciton molding in total up to today. It depends on how many injection screw & barrel sets:
1. Double shot injection moulding (2k injection molding)
2. Triple shot injection moulding (3k injection molding)
3. Quadruple shot injection moulding (4 color injection molding)
Below we will talk more details about double shot injeciton moulding methods for better understanding. We will separately talk for the working princle of injection unit and mold clamping unit.
The following table will show you how multi-component moulding`s injection unit works:
Injection Mode
Injeciton Mode Description
Injeciton Molding Reference Picture
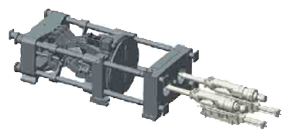
1. Parallel
Parallel Double Injection construction
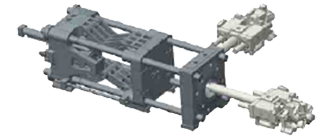
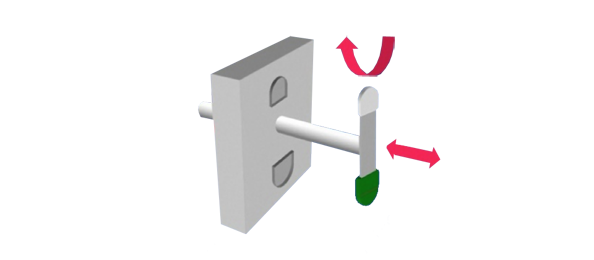
2.Right Angle – Horizontal
Side Injection + Back Injection
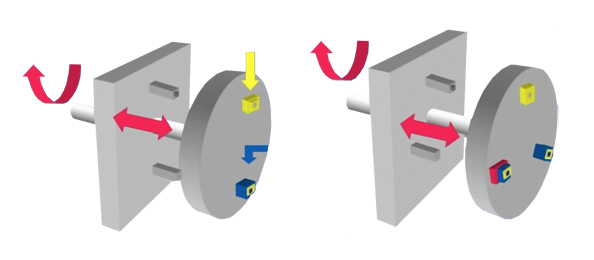
3.Right Angle – Vertical
Side Injection + Top Injection
4.Piggyback Injection
Side Injection + Oblique Injection
5.Opposite Injection
Opposite Double Color Injection
Now, we will discuss how the plastic mold works for multi-shot injection moulding process:
Mold Moving Mode
Mold Moving Specification
Mold Moving Reference Picture
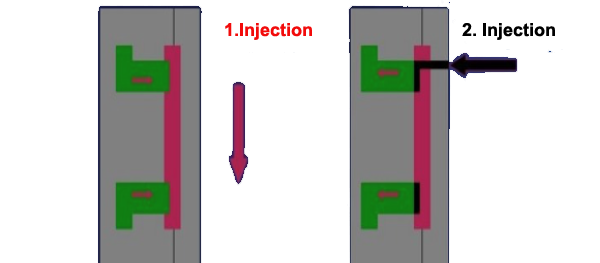
L shape Shoting
(Core-Back Process)
In the core-back process, the core that is pulled back on the moving side of the mold creates space in the mold cavity for the second material in the second stage of the process.
Rotary Table
(180° Index Plate Process)
Rotary table two shot injection molding process is one of the most important multi injection molding method. the moving side of the mold is rotated with 180°. The geometry of the product to be molded can only be changed by the thread of the mold. It begins by injecting the plastic melt into the primary cavity of the 2-chamber mold. Then the rotating plate is rotated 180 degrees and the primary molding is moved to the secondary cavity. Finally, another plastic melt is injected into the 2nd cavity formed inside the mold on the part formed by primary molding.
It is possible to perform more than 2 injections in the same mold according to the requirements
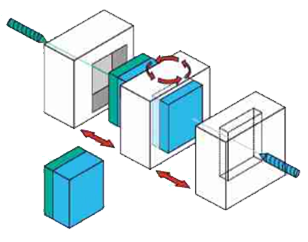
Rotary Core Process
Suitable for production processes that require the same geometry on both sides of the mold cavities. This method provides considerable freedom for part design.
The mold cavity of the group of plates in the middle faces both directions. In order to use different materials or colors, the closing process takes place when the mold turns 180 ° thanks to the cores used during the first injection, and the sections left blank by the cores during the first injection are filled in during the second injection.
1. The differences in mold structure (one cavity mold as an example)
-Single plastic mold just has one cavity,core, one center injection gate and ejection unit.
-Two-color plastic molds can be understood as composed of two single molds, there are two of the same cores and two different cavities,and two center injection gates and two ejection units
2.The different in injection molding machine
-Normal injection molding machines only have one screw and one barrel
-Two injection molding machine has two screws,barrels, some two-color injection molding machine has a rotary platen or rotary shaft core.
How does two color injection molding work?
There are several types of two color injection molding, rotary table bi injection molding, and rotary shaft two-component injection molding, rotary table injection means after finishing the injection of the first color, then the mold will rotate 180°through rotation of the machine’s plate need rotate , the first color will be rotated to the other side for the second injection.
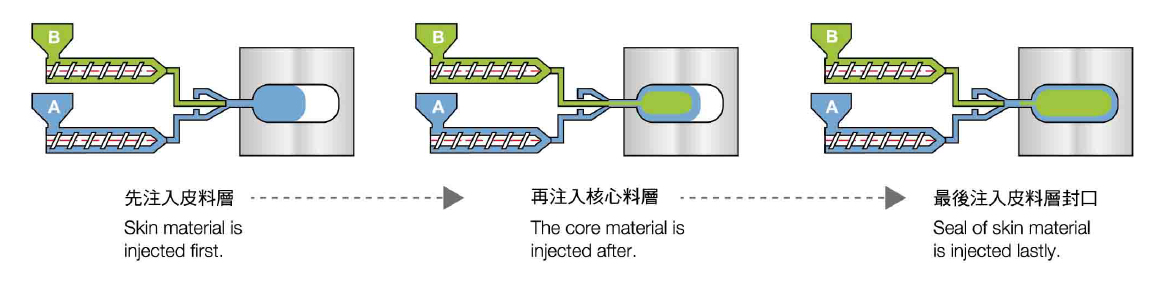
Sandwich injection molding is an additional barrel added to a traditional plastic injection molding machine to form an independent double barrel with special design nozzle, during the injection process, this double barrel can concurrently inject two types of molten plastic, via the same nozzle into the mold to achieve double material simultaneous injection. The outer layer of the mixed molten plastic is called the skin material, while the inner layer is called the core material.
By matched with special design nozzle,sandwich injection molding machine might produce the special flowered & multilevel colors,thus to create high values-added products while keeping the costs down and creating the additional profit.
Sandwich injection molding advantages over traditional injection molding:
For products with different outer and inner layer materials, the traditional two-step insert molding becomes one-step.
The different color combinations give old products(molds) new life.
Low-viscous materials can be used as core materials to reduce injection pressure.
Sandwich injection molding machine can also produce single color which provides a multi-function and flexible molding method, increasing the processor’s capability to produce high-quality and low-cost products.
Recycled and low-quality materials can be used as core materials to reduce production costs.
High-quality materials with anti-magnetic interference properties and high surface quality can be used as skin materials to increase product utility.
Appropriate core and skin material combinations can reduce the residual stress and increase product hardness.
The sandwich injection moulding`s most applications advantages:
two-color injection mold is a mold in which two plastic materials are injected on the same injection molding machine and are molded in two times, but the product is only released once. Generally, this molding process is also called two-component injection molding, which is usually completed by a set of molds and requires a special two-color injection molding machine. Two-color molds are increasingly popular in the market. This process can make the appearance of the product more beautiful, and it is easy to change the color without spraying, but the cost is expensive and the technical requirements are high.
The advantages of two-color injection molding molds are as follows:
1. The product has high precision and stable quality.
2. Good structural strength and durability.
3. Small matching clearance and good appearance.
4. The cost is greatly reduced.
The mold materials are similar, pay attention to the following points when designing:
1. Basic principles of two-color injection mold design: (1) Do 1 time for hard glue and 2 times for soft glue;
(2) 1 time for transparent, 2 times for non-transparent;
(3) The plastic with high injection molding temperature is done once, and the plastic with low molding temperature is done twice;
2. The mold base guide column and guide sleeve must be symmetrical up and down, left and right, and the front and rear molds are symmetrical.
3. The rear mold should be rotated 180 degrees, and the front mold should not move.
4. The product spacing must be based on the nozzle spacing of the injection molding machine. The nozzle spacing of some foreign two-color injection molding machines is adjustable, some cannot be adjusted, and domestic ones are not adjustable.
5. Two independent ejector systems and two ejector sticks. The two products of the rear mold are the same, and the thimbles are the same, which is a rotation relationship, and must not be a translation relationship.
6. The thimble plate can only be reset with a spring, and cannot be forced to reset with a screw, because the back mold needs to be rotated.
7. The side locks must be on the four sides of the center of the mold, and the front and rear molds are symmetrical. Otherwise, when the rear mold is rotated 180 degrees, it will not be in line with the front mold, which is not good.
8. If the distance between the injection point and the nozzle of the injection molding machine is different, the hole of the top rod should be waist-shaped, because the spacing of the top rod of the injection molding machine is not adjustable. Note: Most of the injection nozzles of domestic two-color injection molding machines are not adjustable.
9. Pay attention to the direction of the parallel nozzle of the injection molding machine provided by the customer, which is the X axis or the Y axis, so as to determine the layout of the product ranking.
10. The direction of water in and out must be on the side of the sky and the ground, and the in and out of each circulating water must be on the same surface. The water cannot be in the sky and the water out on the ground side, because the rear mold has to rotate 180 degrees, pay attention to the mold base The size should not exceed the height of the water outlet of the injection molding machine, otherwise, the water cannot be transported.
11. The product that is injected for the first time should be placed on the non-operation side, because after the first injection, the product needs to be rotated 180 degrees for the second injection, which is just turned to the operation side, which is convenient for taking the product.
12. The code mold position of the export mold should be on the operating side and the non-operating side, not on the heaven and earth side, because their products should be fully automatic.
13. Precautions for the parting surface: The parting surface of the rear mold should be the parting surface obtained by merging the two products as the rear mold; the parting surface of the front mold should be a single product, not the combined product. Parting surface.
14. The tolerance of the front and rear flanges is minus 0.05mm, the tolerance of the distance between the two flanges is plus or minus 0.02mm, the gap between the top rod and the top rod hole is 0.1mm on one side, and the center distance tolerance of the front and rear mold guide sleeve guide posts is plus or minus. 0.01, tolerances should be added to the four sides and depth of the mold frame, otherwise, when the rear mold rotates 180 degrees, the front will be generated due to the inconsistent height; the frame depth tolerance is minus 0.02mm.
15. If the mold base has been processed in the mold base factory, when the factory wants to process the nozzle and the top stick hole, the number should be taken based on the center of the distance between the four guide post and guide sleeve holes, otherwise the deviation is too much, and it is easy to jam. Dead mold. When ordering the mold base, it is necessary to indicate that it is a two-color mold base, the four guide posts and guide sleeves are symmetrical with the frame, and the rear mold can be matched with the front mold after rotating 180 degrees.
16. If it is a two-color mold for a set of molds, it is a straight barrel, a 90-degree barrel to shoot glue, no need to rotate, only one mold core, the separation method of soft glue and hard glue depends on the line sealing. glue.
17. The two shapes of the cavity are different, and a product is formed separately, while the two shapes of the core are completely the same.
18. After the front and rear molds of the mold are rotated 180° from the center, they must be matched. When designing, this check action must be done.
19. Pay attention to the position of the thimble holes, the minimum interval is 210mm. For large molds, the number of ejector holes must be appropriately increased, and since the ejector pin attached to the injection molding machine itself is not long enough, we must design a longer ejector pin in our mold, and the ejector pin grows out of the bottom plate of the mold base by about 150mm.
20. Two positioning rings must be designed on the bottom plate of the rear mold.
21. The total thickness of the front mold panel plus the A board should not be less than 170mm. Please carefully check other reference data of this type of injection molding machine, such as the maximum die thickness, the minimum die thickness, the spacing of the top stick holes, etc.
22. The depth of the front SPRUE should not exceed 65mm. The distance from the top of the upper side (large nozzle) SPRUE to the center of the mold base is not less than 150mm.
23. When designing the cavity for the second injection, in order to prevent the cavity from inserting (or scratching) the glue position of the product that was molded for the first time, a partial void can be designed.
24. During injection molding, the product size of the first injection molding can be slightly larger, so that it can be pressed more tightly with another cavity during the second molding to achieve the effect of sealing.
25. The water transport arrangement of the two cavities and the core should be as sufficient as possible, and should be balanced and the same.
26. For two-color injection molds, the gate location must be carefully selected. It is best to choose latent glue feeding for a product, so that the product and the runner can be automatically cut off. When latent feeding cannot be used, three-plate molds or hot runner molds can be considered. If the primary material is a point gate, it should be made a wave to avoid hitting the secondary material due to the residue of the primary input point.
27. Two-color injection molds often use rotary injection molds. The punch/concave die at the two positions of the rotary injection mold requires the same size and precision, and a good fit with the concave die/punch die. When the ejection and ejection mechanism on the two-color injection molding machine cannot be used, a hydraulic ejection ejection mechanism must be installed on the rotary table.
28. Two-color injection mold injection molding, usually the same plastic with different colors, or two different plastic raw materials. At this time, the interface effect of the two materials, the difference in shrinkage rate, and the processing parameters should be considered.
29. Generally speaking, the shrinkage rate of the two-color mold depends on the primary material. Because the primary material already holds up the contours of the plastic product, the secondary material will not shrink any more. As for how to determine primary and secondary materials, there are many factors to be considered, such as raw material fluidity, shape of plastic products, and so on.
30. Pay attention to the positioning of the front and rear molds. The inclination drop of all insertion and breaking surfaces should be as large as possible, which should be more than 0.1mm.
Why Two-color Injeciton Mold Cost Higher Price?
After reading this, do you feel that the two-color mold has certain technical difficulties? Two-color molds are also expensive, so what are the reasons for their high price?
Anyone who knows molds knows that more people choose two-color molds than single-color molds. There are many factors, and the two-color mold itself has a lot more than the single-color mold. Not only because of the single color or the price, the fixed cost input makes the two-color mold and the single-color mold different, but the most important thing is the technology. The two-color mold is much more generous and beautiful in appearance, thereby enhancing its own value and realizing the value of its shape. And it is also conducive to better color, without having to spray too much. Of course, in total, the cost will be high, and the market price will also be high. In addition to these, two-color molds are also much more technically demanding than single-color molds. Let’s take a look:
The requirements for the front and rear molds of the two-color mold are the same, and the processing requirements for the mold base are high. According to the requirements of the product, data control will be carried out on the panel thickness of the mold and the distance of the holes, and during the second injection, pay attention to the glue position of the first molded product, and do not let part of the nostrils. There is also the strength of the glue position in each place. The two-color mold is made of two materials or a mixture of multiple materials, and the color is also very bright and beautiful. The choice of the two materials is also very particular, requiring a good combination and strength requirements. In order to ensure this, combined experiments can be carried out to ensure that there is no error before mass production, because that is the reason why its technical requirements are relatively high.
Although the single-color mold is relatively simple in operation and technology, it is also simplified. The traditional mold industry is also used more, the cost input is less, and the natural price will be different from the two-color.
2-Shot Overmolding is an injection molding process where two materials are molded together. Types of overmolding include two-shot sequential overmolding, multi-shot injection molding or insert overmolding.
Below is the brief specification of these three types over-molding for study:
Two-shot sequential over-molding is where the molding machine injects the first material into a closed cavity, and then moves the mold or
cores to create a second cavity, using the first component as an insert for the second shot using a different material.
Multi-shot injection molding injects multiple materials into the cavity during the same molding cycle.
Insert overmolding uses a pre-molded insert placed into the mold before injecting the second material.
Double Injection Molding, sometimes known as 2 material 2 shot molding or 2K molding, is an innovative manufacturing process used to produce complicated molded parts from two different materials. Through a highly specialized and automated process we carefully control the injection of multiple materials, including two different kinds of resin, into a single, multi-chambered mold.
Double Injection in performed on one machine that is programmed to perform two injections in one cycle. In the first cycle, a nozzle injects plastic into a mold. The mold is then automatically rotated and a different type of plastic is injected into the mold from a second nozzle.
Double Injection Molding optimizes co-polymerization of hard and soft materials to create powerful molecular bond. The result is a single part with production and feature advantages. It can be used for a variety of product designs across all industries. It also allows for molding using clear plastics, colored graphics and stylish finishes which improving your product functionality and marketplace value.
Double Injection advantages include:
Lower unit cost
Improved part integrity
Multi-material efficiency
Higher-quality plastic part fabrication
Reduced handling and secondary assembly
Reduces cost and waste associated with assembly defects