LSR Silicone Injection Molding Machine Manufacturer in China
Guanxin`s LSR silicone injection molding machine is a series optimized horizontal liquid injection molding (LIM) machine. With the strategy that manufacturing in lower LSR molding machine cost but with higher output and high quality, These LSR injection molding machines are liquid injection molding (LIM) process is dedicated and designed for over 150 hundred parts. Our LSR injection molding machine can produce a series of complex geometries products and can consolidate various functional features into a single part with lower cost but higher reliability.
Because of the unique properties of liquid silicone rubber, LSR is widely used in kinds of industries with we can see in our daily life. Like baby feeding products, Swimming masks, Ice makers, Cake containers, Swimming fins, Swimming masks, Keyboard pads, Watch bands, etc. It is also widely used in automotive, life sciences, medical and industrial products as well.
As one of the leading liquid silicone injection molding machine manufacturers in China, Guanxin Plastic Machinery has more than 10 years of experience in silicone injection mold machine optimization design. Our LSR injection molding process system has made a qualitative leap in terms of appearance and performance, production efficiency, and high quality. Our customers are satisfied with our silicone injection machines as it comes with a high ROI because saving lots of time and energy compared. You can trust us as our silicone molding machines are offered with 3 years quality guarantee and thousands of customers are running our plastic making machines worldwide.
What Is LSR Silicone Injection Molding Machine
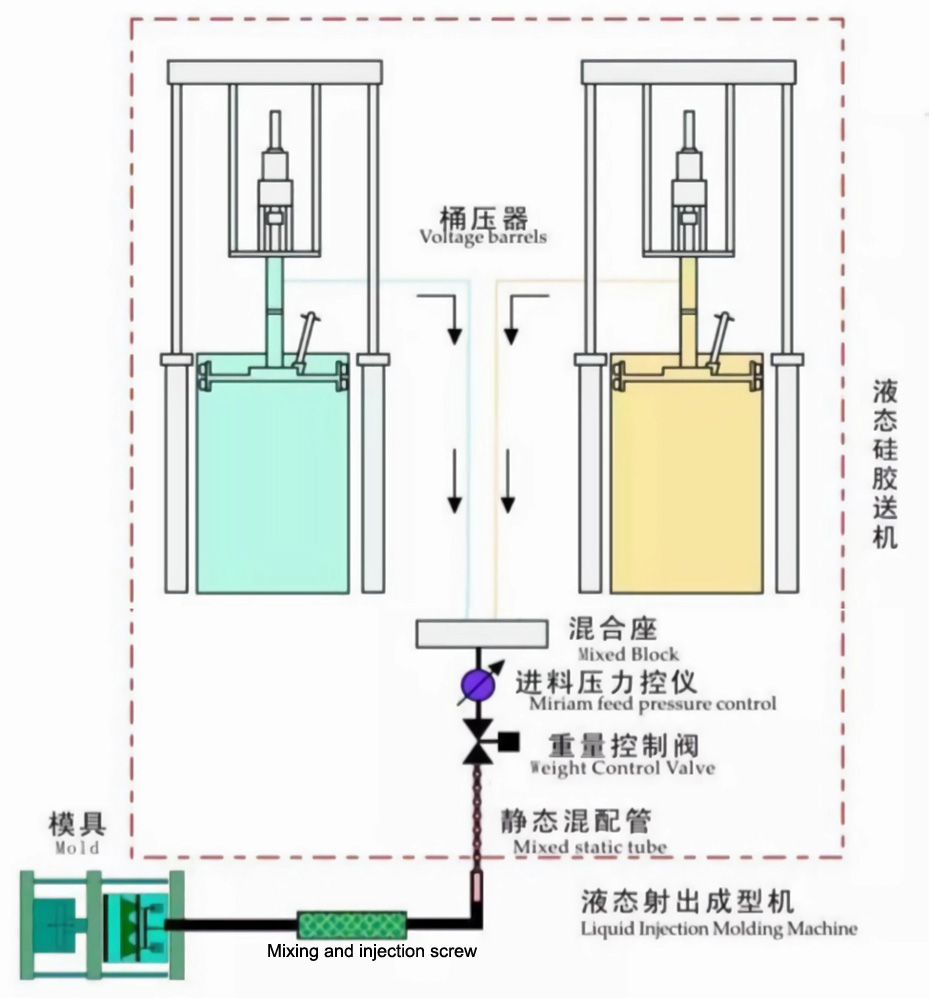
LSR Silicone Injection Molding Machine is a kind of injection molding machine which runs liquid injection molding process with a liquid silicone metering and dosing equipment together. Liquid silicone injection molding requires special treatment before supplies to the silicone molidng machine thanks to it`s thermosetting nature. This treatment is finished by the liquid silicone metering and dosing equipment. The liquid silicone pre-treatment machine will keep all the liquid silicone in low temperature to avoid it was cured. The silicone metering and mixing machine`s most impartant process work is fully mixes the liquid raw materials A component and B component in a precise 1:1 ratio, and then injects them into the static mixing cylinder. In this part there maybe colorant was add if the silicone molding products is colored. After that the mixed silicone material with be pumped into the injection screw and barrel of LSR silicone injection machine for double mixing. This mixing and plasticizing screw have a homogenization, the mixing function, and then the mixture is injected into the silicone injection mold through the injection molding screw, and the curing reaction occurs at the silicone injeciton molding mold temperature of 170-200 °C. Liquid silicone rubbber`s curing will be completed in a few seconds, with the advantages of fast cycling and high volume production. The silicone molding machine is widely used in the past years due to liquid silicone is good for lots of industries with high precision products applications (You can click this link to go the application section on this page ).
Typical Features of LSR Injection Molding Machine
Clamping system adopts pressure sensor
Multi-stage precision electrothermal temperature control system
Temperature sensing wire disconnection detection function – to ensure good finished products
Integral mold temperature control syste and mold preheat function – improve efficiency
High response injection system and automatic switching function
LSR special hydraulic water-cooled shut-off nozzle – to prevent leakage of nozzle and curing plug
Synchronous cylinder technology and precise feeding system – more accurate feeding metering
All-round anomaly detection and shutdown function – improve the operator’s problem-solving efficiency
Diversified Production Management Chart – Improve Manager Management Efficiency
Diversified ejection functions – to meet the requirements of different complex molds
Insulated platens
Carriage decompression control
Closed-loop liquid barrel cooling
Mold vacuum system is OPTIONAL – Avoid air trapped
LSR tip assembly and non-return valve is OPTIONAL
Optimized Designs of LSR Silicone Injection Molding Machine
Our LSR liquid silicone rubber injection molding machines features a standard plastic injection molding machine that is fitted with a special LSR silicone molding injection unit, LSR silicone molding machine options, and LSR silicone injection machine managing program.
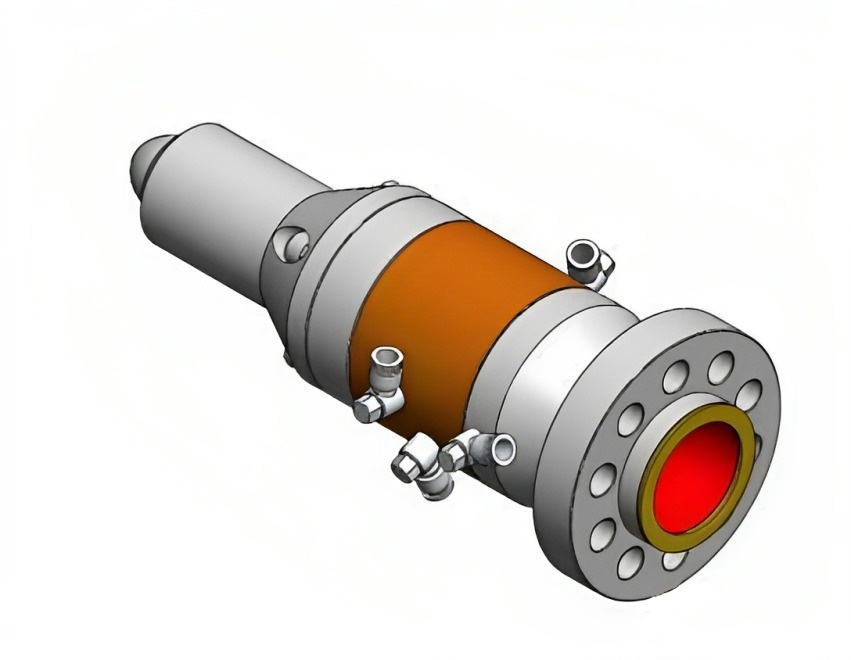
Optimized Designs of Injection Unit
The LSR process requires an injection unit designed specifically for the material and process. This unit should be appropriately sized for the application. Typically, this means that the component shot weight should be within 1 to 5 screw diameter stroke range. The main features are:
LSR injection molding machine adopts special plasticizing components for silicone
Water-cooled constant temperature barrel maintains precise temperature control to avoid premature cross-linking and curing reaction of silica gel
Water-cooled pneumatic shut-off nozzle to prevent silicone leakage and prevent mold temperature from being transferred to the nozzle, causing the silicone to cure
Special special mixing screw to ensure that A and B glues are fully mixed, ensure the uniform components, and effectively improve the repeatability and performance of the product
Specially designed three small pieces to ensure accurate measurement during injection and pressure keeping
A sealing ring and a wear-resistant ring are added to the screw tail to prevent silicone leakage from the screw tail
Automatic cleaning system, which can simultaneously clean the mixer, screw and nozzle
Optimized Designs of Material Feeding System
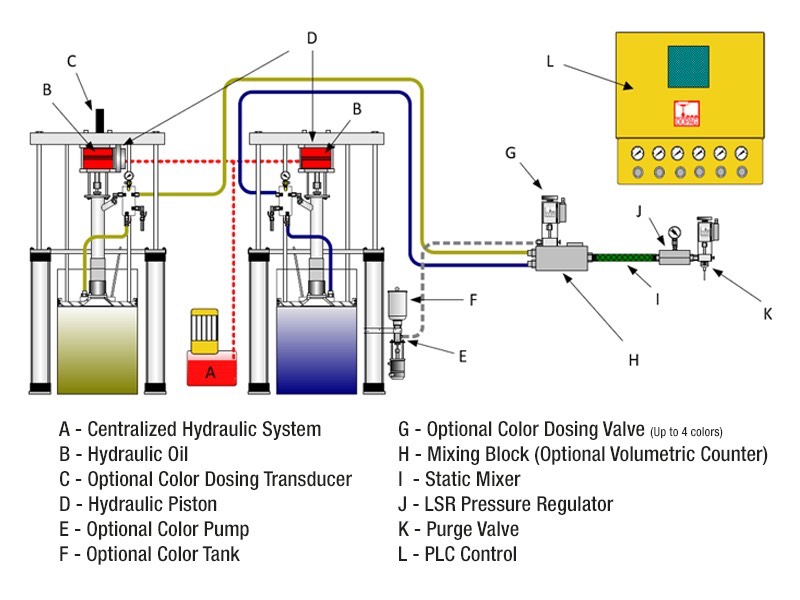
The two components silicone material, once mixed in the desired ratios, are metered to the injection unit by a special delivery system. Guanxin plastic machinery had more than 15 years experience in the field of liquid silicone rubber injection molding industry. And offer everal suppliers thousands of to provide lsr injection molding machine for a turn-key silicone injection molding solution. Guanxin LSR silicone injection molding machine is well known in the .
Servo hydraulic structure, energy saving and environmental protection.
Check for Silicone Injection Molding Machine Price
LSR Liquid Silicone Injection Molding Machine Features
The straight-down feeding is adopted, so that the air cannot enter the pipeline, and no exhaust is required, which greatly reduces the waste of raw materials and labor, and can effectively eliminate the AB ratio problem caused by the deformation of the raw material barrel. The unique design ensures a stable feeding ratio of a perfect 1:1 .
Silicone material automatic feeder with double hydraulic cylinder for quick injection. Stable and reliable. The injection nozzle of the feeder is uniquely designed. Can be shot off quickly at low temperatures. The mixer of the moving feeder is well constructed. It is suitable for sharing of 20KG-200KG barrels.
1. Closed-loop control metering and conveying system
The equipment system digitally monitors parameters such as the feeding pressure of the feeding pump and the remaining glue in the raw material barrels of A and B, and introduces the function of the control system. Compare the flow rate of , B glue, and then calculate the error between the two, use this difference to carry out PID operation, and use the operation result to adjust the parameters of the feeding system, so as to realize the closed-loop control of the output ratio, so that A dynamic adjustment process in the feeder makes the ratio assurance more accurate. This control mode enables the ratio accuracy of the feeding system to reach ±1% or less, thus providing favorable conditions for product quality assurance.
2. Hydraulic continuous synchronous metering system
In terms of metering, we have developed and designed a hydraulic continuous synchronous metering system according to the metering characteristics of the feeding system in the power industry, breaking the traditional hydraulic control method, using a motor plunger pump structure, and a synchronous structure using a compensation design to ensure the durability of the equipment. Such systems have the advantages of no maintenance, cleanliness, low oil temperature, and low energy consumption, and are well received in the industry.
3. Digitization of equipment parameters
Many parameters of the traditional feeder are not displayed, and German Standard digitally monitors the condition of the raw materials and digitizes the pressure and output speed. At the same time, the pneumatic system of the feeding system adopts an electric proportional valve for digital adjustment. The above important parameters can be monitored and adjusted through the touch screen.
4. Closed-loop control of flow
When the liquid silicone feeder considers the user of electric products to inject products, it is necessary to directly let the feeder output quantitatively according to the volume of the mold cavity, and it is necessary to consider the adaptability of the injection process during the injection process, and it is necessary to be able to adjust the injection speed. Therefore, in the design, it not only has the ability of quantitative injection and segmented injection but also uses a new closed-loop flow control concept to perform closed-loop monitoring of the output flow, which greatly improves the injection accuracy.
LSR Silicone Injection Molding Products
Silicone Molded Industry
LSR Silicone Injection Molded Products
Healthcare and Medical Industry
* Teats for baby feeding bottles
* Orthopedic insoles
* Heel liner
* Footcare Toe protector/seperator
* Cardiac valve membranes
* Medical probes
* Medical tube fittings
* Catheters
* Flow control valves
* Syringe stoppers
* Respirator
* UV LED lighting
* Lenses
* Medical tubing
* Endoscopy components
Optics
* Outdoor, , and
* Automotive
* Professional lighting
* LED Lenses
Due to the rapid development and improvement of liquid silicone injection molding machines and liquid silicone injection molding technology, LSR injection molding technology has been greatly popularized. Their applications were in various fields and has made liquid silicone products everywhere in every corner of our daily lives. As one of the liquid silicon rubber injection molding researchers who has been working in the field of liquid silicone injection molding for decades, let me briefly introduce to you the characteristics of liquid silicone materials, the supply of liquid silicone raw materials, the process of silicone injection molding, as well as the involved liquid silicone injection molding machines and liquid silicone mixing and dosing machine, liquid silicone injection moulding mold related knowledge.
1. Characteristics of liquid silicone rubber.
Liquid Silicone Rubber is a non-toxic, heat-resistant, highly resilient flexible thermosetting material. It is a two-component reactive chemical. Its rheological behavior is mainly characterized by low viscosity, rapid solidification, and shear resistance. Shear thinning and higher thermal expansion coefficient,etc.
LSR is a dual-liquid rapid vulcanization material using platinum as a catalyst. It can be produced by injection molding, large quantities, and quickly vulcanized for mechanized and fully automatic production without stopping the machine. Silicone products have good thermal stability, cold resistance, excellent electrical insulation properties, and will not produce toxic substances when burned.
Therefore, liquid silicone rubber has become an irreplaceable material in the production and design of health products, automobiles, baby products, medical products, diving products, kitchen utensils, seals, etc.
2. Liquid silicone rubber metering mixing and feedings.
Liquid silicone rubber is a two-component liquid material, divided into component A and component B. Before silicone injection molding, component A and component B must be fully mixed in a precise 1:1 ratio, and then passed through a liquid silicone metering and mixing machine. The liquid silicone is transported to the liquid silicone injection machine to complete LSR injection molding process. And because some silicone products are colored, they are equipped with a color pump set and a color measurement part. A and B components, additives, colors, etc. are fully mixed before entering the plasticizing system. This LSR molding screw also has the function of homogenizing and mixing. The liquid silicone mixture is injected into the heated silicone mold through the screw. At a certain mold temperature, the liquid silicone rubber undergoes a curing reaction.
The function of liquid silicone metering mixing and dosing machine
The main function of the liquid silicone metering mixing and dosing machine is proportional control, which is to deliver accurately measured 1:1 (or 50:50) ratio of A and B silicone materials to the feeding port of the liquid silicone rubber LSR injection molding machine. Liquid silicone are designed to produce good cure properties (such as hardness, tear strength, and tensile strength) even with slight metering deviations. For example, the cure properties at a 52:48 or 48:52 ratio are generally the same as the desired cure properties at a 50:50 ratio.
However, the liquid silicone metering and mixing machine must be able to produce the specified 50:50 ratio within ±1% tolerance. High precision is required to prevent mixing of out-of-tolerance products and for economic reasons. Since components A and B are purchased in equal quantities, any remaining portion of either component due to inaccurate metering will be wasted. Variable ratio control compensates for viscosity differences between A and B components.
The second critical function of a liquid silicone metering and dosing system is to keep the silicone rubber material clean. The LSR molding process is inherently clean because the chemicals are sealed in a closed drum normally. From the time the drum is mounted on the metering dosing machine until the finished part is removed from the mold, ambient air and its accompanying dust and moisture do not contaminate the liquid silicone material.
Therefore, it is very important that the liquid silicone metering and mixing machine does not add contaminants. Metal parts must be corrosion-resistant to prevent rust. For medical applications, the metal in contact with the silicone material should be made of medical-grade liquid silicone materials, such as food-grade stainless steel. Materials Hoses should be lined with PTFE or nylon because traditional rubber-lined hydraulic hoses may contain sulfur, which contaminates the liquid silicone and may inhibit silicone products curing. PTFE lined hose is particularly suitable for medical applications.
Silicone purity is especially important when molding implantable medical parts or silicone parts that come into contact with blood or drugs in end use. Industrial parts also benefit from “cleaning” systems because contaminants often reduce the physical properties of cured rubber.
The third function of the liquid silicone metering and mixing feeder is the introduction of trace ingredients such as colorants, bactericides or self-bleeding oils. The metering and dosing machine should be able to add the third and fourth components when needed with the required proportions and high precision.
Fourth, the liquid silicone metering and dosing system must thoroughly mix components A and B as well as small amounts of third and fourth streams. Due to different styles of liquid silicone injection molding machines, the required mixing volume is also different.
Fifth, the liquid silicone metering and dosing feeder must supply the mixed silicone rubber into the injection barrel of the liquid silicone rubber injection molding machine with uniform pressure. Consistent supply pressure will fill the barrel to the same volume and pressure every cycle, allowing for shot size repeatability. This is particularly important due to the compressible nature of liquid silicone.
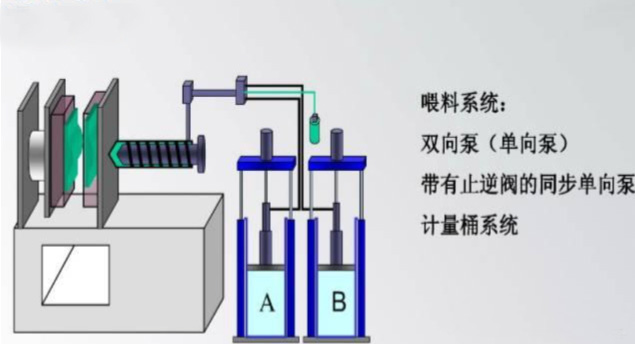
2.1 Main components of liquid silicone metering and dosing machine
(1) Bidirectional pump of liquid silicone metering and dosing machine
The special structure of the two-way pump of the liquid silicone metering and mixing feeder can move the piston up and down to output the same volume of liquid silicone. Since the A and B pumps are connected in parallel and controlled synchronously by hydraulic and pneumatic, this form of LSR feeding system It can accurately ensure that component A and component B are output in a 1:1 ratio.
(2) Secondary metering and storage unit of liquid silicone metering and mixing feeder
The two-way pump of the liquid silicone metering and mixing feeder transports component A and component B liquid silicone to the corresponding glue storage tanks A and B respectively. When the glue storage volume reaches the preset value, the corresponding two-way pumps stop working respectively. Since the pre-set values of the metering volumes of glue storage cylinders A and B are mechanically limited by the same slider, the secondary metering glue storage unit of this structure can accurately ensure that glue A and B are output to the liquid silicone injection machine in a 1:1 ratio injection molding process.
(3) Colorants feeding control unit in liquid silicone metering and mixing feeder
In colored liquid silicone products, the proportion control of colorants is very important and is also the core of silicon material feeding machines` controlling technology. After the colorants is output through the colorants pump, the colorants flow rate is controlled through a special colorants proportional valve with digital feedback. Thereby outputting the preset value of colorants.
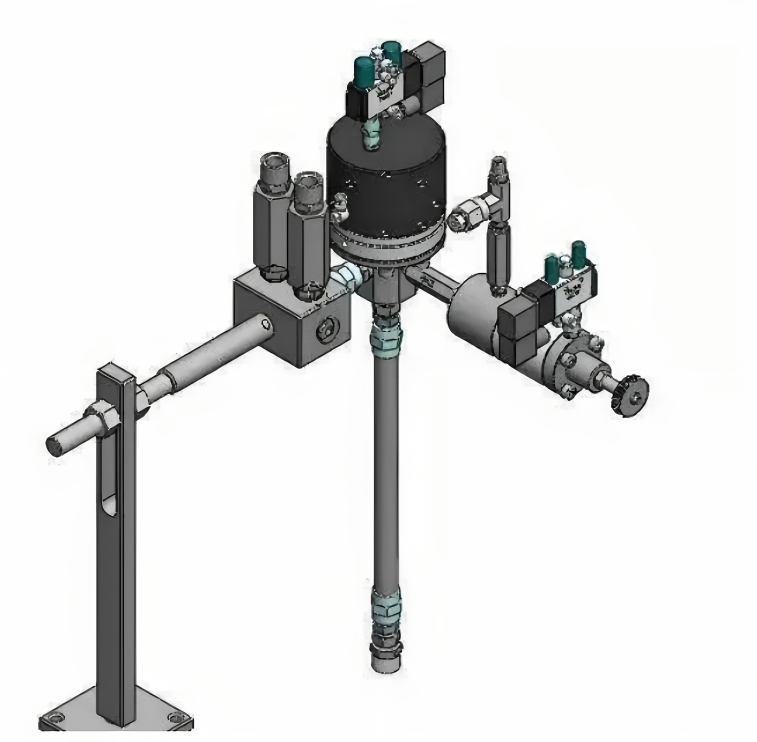
2.2 Static mixer in liquid silicone metering and dosing machine
The static mixer is a key component in the liquid silicone injection molding process. The A and B components are output by the liquid silicone feeder at a ratio of 1:1 can only be fully and evenly mixed by the static mixer to ensure that the liquid silicone injected into the mold is completely vulcanized molding.
The static mixer is a spiral plate fixed in the tube and twisted 180° or 270°. When assembled, adjacent units are divided into left-handed or right-handed mixing unit internals, so that two or more streams of fluid can produce liquid cutting and shearing. , rotate and remix to achieve good dispersion and full mixing between fluids.
The static mixer is an advanced unit equipment. Unlike a stirrer, it has no moving parts and relies on a special structural design to reasonably combine the internal unit and fluid flow to achieve complete mixing of various flows.
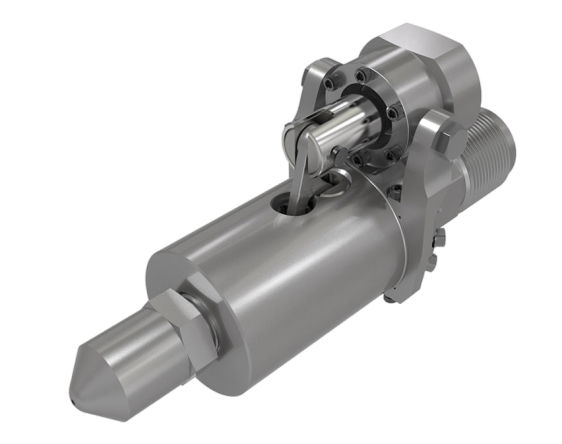
2.3 Injection parts of liquid silicone injection molding machine
(1) Due to the low viscosity of LSR, material back-flow and silicone leakage must be considered during LSR injection molding processing, so the sealing of the screw by the injection part of the liquid silicone injection molding machine is necessary.
(2) Since the LSR injection molding mold is heated during the liquid silicone molding process, in order to prevent LSR from curing, a water-cooled nozzle is used to ensure that the temperature of the nozzle is low enough during the entire injection process.
(2)Since the nozzle is far away from the liquid silicone injection mold after the liquid silicone injected into the silicone moulding mold and pressure holding are completed, hydraulic (air pressure) is used to control the needle valve nozzle to ensure that the needle valve core in the nozzle is closed immediately after the injected and pressure holding are completed. To preventing glue leakage from the nozzle.
3 Molding with liquid silicone molding machine
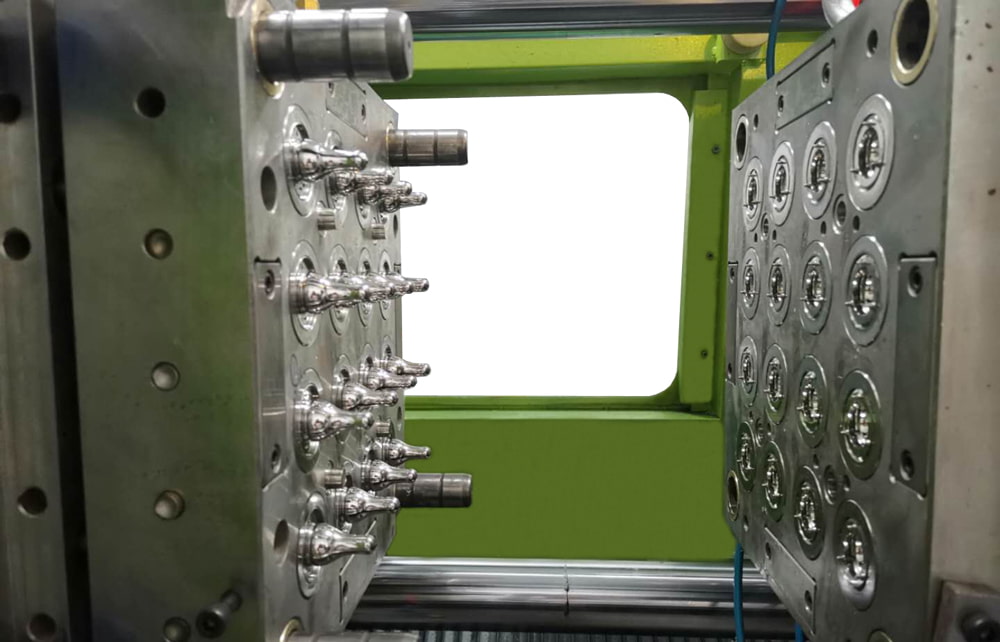
LSR liquid silicone rubber injection molding mold for pacifiers
Due to the low viscosity, high thermal expansion coefficient, and anisotropic shrinkage of liquid silicone rubber, the liquid silicone injection molding process is relatively complicated. I will elaborate on it from multiple dimensions below.
3.1 Parting line of liquid silicone products
When designing a liquid silicone injection mold, you must first consider the location of the parting line, because some channels need to be set up inside the parting line to use these channels to complete the exhaust task. The exhaust hole must be set in the liquid silicone injection mold where the injection material runs longest end. Taking the above factors into consideration in advance can help avoid air entrainment and loss of welding line edge seam strength. Due to the low viscosity of LSR, it is necessary to ensure the accuracy of the parting model line and avoid burrs.
3.2 Shrinkage of liquid silicone products
Although liquid silicone does not shrink during the injection molding process, due to the high thermal expansion coefficient of silicone rubber, it usually shrinks by 2% to 3% after stripping and cooling. The exact shrinkage data mainly depends on the material formula, but from a processing point of view, if the designer considers some factors that affect shrinkage in advance when conceiving, the final shrinkage situation will change. These factors are mainly Including the processing accuracy of liquid silicone injection molding molds, material defilming temperature, cavity pressure, etc.
3.3 Location of liquid silicone product injection gate
Because usually the shrinkage of materials in the flow direction is more obvious than the shrinkage in the vertical direction. In addition, the size of the product is also an influencing factor. Generally speaking, the thicker the product, the smaller the shrinkage. If secondary vulcanization is required in actual applications, an additional 0.5%~0.7% shrinkage must be considered.
3.4 Vacuuming
When the cavity of the liquid silicone injection molding mold is closed, air is trapped inside. With the injection of liquid silicone rubber, the air is first squeezed and then gradually driven out of the cavity. Due to the low viscosity of LSR, the cavity is quickly filled. During the rapid filling process, if the air cannot be completely driven out of the cavity, it will be entrained in the vulcanized material (usually manifested as a white edge around the perimeter of the product or small smooth bubbles inside). Typical exhaust pipes are 1~3 mm wide and 0.004~0.005mm deep, and have been successfully used in production. The best way to eliminate air trapped in the cavity is to use vacuuming to remove the air trapped in the cavity during each injection molding cycle. That is, when designing the parting line to ensure that the mold is airtight, a vacuum pump evacuates all cavities through the clamp under the liquid silicone injection molding mold switch. Once the vacuum reaches the desired standard, the mold is immediately closed and injection begins.
3.5 Demolding of silicone injection molding products
Unless it is a special formula, generally cured silicone rubber is easy to stick to the metal surface, which brings certain difficulties to demoulding. However, the current hot tear strength of LSR rubber can still meet the demoulding requirements. Basically no deformation will occur. The most commonly used demoulding technologies mainly include fractionating column trays, ejector pin ejection demoulding and air pressure automatic demoulding. When using an ejection pin ejection system, the ejection pin ejection system must be kept within similar tolerances. If the gap between the ejector pin and the sleeve is too large, or the component is worn for too long, it will cause burrs on the component. The contact pressure of the anti-conical or mushroom-shaped ejector is relatively large, which can improve the tightness of the system, so it is very effective.
3.6 Liquid silicone injection molding mold temperature
Since LSR is vulcanized under heating during liquid silicone rubber molding, the temperature control of the liquid silicone injection molding mold is very important, especially the uniform distribution of temperature in the mold during the curing process of LSR. Depending on the size of the mold, the heating methods can be divided into two types: electric heating and oil temperature heating. Among them, electric heating usually uses electric heating wire heaters, heating tubes or heating plates, which are widely used in small molds; while oil temperature heating is widely used in large molds, both from the perspective of economy and temperature control accuracy. The effects are quite significant. Wrapping the mold with insulating panels will also help reduce heat loss. If the surface temperature drops too fast, the solidification speed of the product will be reduced and the quality of liquid silicone injection molded products will be affected.
Precautions for liquid silicone injection molding machine and production line
Throughout the past few years, liquid silicone rubber products have been continuously used in various fields, and the injection molding technology of liquid silicone rubber has developed rapidly. Various problems have also occurred during the use of the liquid silicone injection molding machine, many of which are technical defects of the machine itself, but a considerable part of the reasons are caused by users’ insufficient understanding of the nature of the LSR injection molding machine.
(1) Improper matching of liquid silicone rubber injection molding machine and liquid silicone rubber mixing feeder
The theoretical injection volume is clearly marked in the technical parameter table of the liquid silicone rubber injection molding machine. When selecting the feeder, you must ensure that its feeding volume parameter is not less than the theoretical injection volume parameter of the host machine (especially the feeder with a secondary metering device), otherwise The actual injection volume of the liquid silicone rubber injection molding machine will be affected, thus affecting production efficiency. At the same time, the theoretical injection volume of the liquid silicone rubber injection molding machine should not differ too much from the actual volume required for product production, because too large a gap may cause uniform mixing accuracy and repeated injection accuracy of the liquid silicone rubber, thereby causing product quality stability sex.
(3) Control of barrel temperature in liquid silicone rubber injection molding machine
Since the speed of vulcanization molding of liquid silicone directly depends on the temperature of the mixture, the temperature of the barrel must be strictly controlled before the liquid silicone is injected into the mold, so that the temperature is low enough to minimize the occurrence of glue A and B in the barrel. vulcanization reaction.
(3) Regular cleaning of materials
Since there are some residues of A and B glues in the pipeline, the residues will affect the transportation capacity of the pipeline after vulcanization. Therefore, it is recommended to clear, clean or replace the pipelines transporting A and B mixed glues once a year. When the production line is shut down for more than a week, please turn on the separate glue supply function of the liquid silicone rubber injection mixing feeder, and use a single glue to replace the A and B mixed glues in the pipeline to prevent vulcanization of the silicone in the barrel and pipe during the shutdown process. reaction to avoid unnecessary losses due to barrel clogging.
Rubber part is underfilled
– Part is short
– Uneven surface
– Underweight part
A. Injection speed or pressure is not optimal
B. Dosage insufficient
C. Poor venting
D. Tool temperature too high
E. Switchover and holding pressure not correct
F. Silicone injection Machine fault
G. Cold runner or sprue dimensions faulty
H. Uneven filling of cavities
I. Precuring in injection unit or supply lines
A.: Raise injection velocity and possibly injection pressure
B.: Enlarge dosing volume
C.: See “ Bubbles/burners”
D.: Lower tool temperature
E.: 1). Delay switchover. 2). Increase holding pressure
F.: Check radial screw clearance and non-return valve
G.: 1).Check sprue system for soiling or precured area 2). Check dimensions of sprue and possibly enlarge
H.: Balance runner and gate
I.: Clean system
Flashing of mold
– Silicone film at parting line
A. Shot size too large
B. Injection speed or pressure is not optimal
C. Switchover and holding pressure not correct
D. Venting channels too big
E. Tool temperature too low
F. Tool damaged or soiled
G. Clamping force too low
A.: 1). Reduce dosing volume 2). Check for even dosing volume
B.: Reduce injection velocity and possibly injection pressure
C.: Set switch point earlier and reduce holding pressure
D.: Reduce size of vents
E.: 1). Raise temperature and check on even mold temperature. 2). Check heaters and thermocouples
F.: 1). Check parting lines and movable parts for wear and repair or rework 2). Clean parting line
G.: Raise clamping force or switch to larger silicone molding machine if necessary
Bubbles/burners
– Blisters visible in finished parts
– Wedges
– Wedges
A. Injection speed or pressure too high
B. Tool temperature too high
C. Venting channels soiled or not properly dimensioned
D. Vacuum insufficient
E. Air in meter mixer
F. Uneven filling
A.: Reduce injection velocity and possibly pressure
B.: Reduce tool temperature
C.: 1). Clean mold. 2). Deepen vents. 3). Reduce clamping force
D.: 1). Check vacuum pump. 2). Check gasket for defect spots. 3). Prolong time for building up vacuum
E.: 1). De-air the unit. 2). Check gaskets
F.: Balance runner and gate
Silicone not cured
– Rubber part sticks in the cavity
– Rubber part feels tacky
A. Vulcanization time too short
B. Tool temperature too low
C. Mixing proportion not 1:1
D. Curing inhibited
A.: Prolong vulcanization time
B.: 1). Raise temperature
2). Check heaters and thermocouples
3). Check if temperature is even
4). Shorten break time
C.: 1). Check meter mixer for fluctuation of pressure
2). Clean supply lines and mixer from precured particles and areas
D.: Check that no sulphur or tin are contaminating the LSR unit
Scorch; precuring of the material during the injection process
– Part shows streaks
– Strongly appearing flow lines
– Orange skin
A. Injection speed too low
B. Tool temperature too high
A.: Raise injection velocity and possibly pressure
B.: Lower mold temperature and possibly cold runner temperature
Precured particles in finished article
– Cured particles appearing in the part
– Cured sprue visible in article
A. Temperature of cold runner at injection point not low enough
B. Material leaks from the injection point
C. Precured particles are spooled out from the injection unit or mixer
A.: 1). Control or improve cooling of cold runner. 2). Lower tool temperature at the gate
B.: 1). Decompression of material in the cold runner with open system insufficient
2). Shut-off needles have too much clearance
C.: Clean mixed material leading areas
Problems with demolding
– Article not ejected from cavity
– Runner is not separating from part
A. Tool temperature too high
B. Holding pressure too long or too high
C. Curing time too long
D. Tool construction not perfect
A.: Lower mold temperature
B.: Reduce holding pressure or time
C.: Shorten vulcanization time
D.: 1). Optimize undercuts
2). Treat mold surfaces or adjust roughness
3). Combine ejector-pins, -brushes, -plates with air eject and/or roller sweep
Incorrect dimension of part
– Article is deformed after demolding
– Part dimensions out of range
A. Curing insufficient
B. Shrinkage changed
A.:
1). Prolong vulcanization time
2). Control and optimize temperature of mold
B.: 1). Check for even tool temperature
2). Adjust injection parameters to get required cavity pressure
Irregular cycle times
Varying cycle times during the production
A. Dosing time varies and is sometimes longer than curing time
B. Injection time irregular
A.: 1). Adjust pressure in the pumping unit evenly
2). Remove precured material from the mixer
3). Increase dosing speed
4). Optimize back pressure
5). Control hydraulic system of the silicone molding machine
6). Check non-return valve
B.: 1). Control injection parameters
2). Lower temperature of cold runner
3). Control for even dosing volume
4). Check non-return valve
Potlife material cures in injection unit
– Starting difficulties after a longer production break
– Longer injection and dosing times at production start
Material in the mixer and the injection unit begins to cure
1). Check cooling of injection unit
2). Spool unit with A-component before a standstill of more than three days
3). Disconnect injection unit from the hot mold, even at short breaks
4). Continue cooling of cold runner after switching off he tool heating
The surface of the product is not cooked (the surface is not dry)
A. Air Pollution
B. Release Agent Problems
C. Surface Contamination
A.: A1). Check the air circuit, replace the oil filter with a dryer
A2). Check the pneumatic ejector
B.: A1). Change the release agent
A2). Removal release agent and cleaning mold
A3). Use only silicon-based molybdenum grease plastics to inspect plastics
C.:
A1). Check the plastic
A2). Clean the mold.
A3). Check worker gloves for cleanliness and type of cloth
The product hardness is not right
R1: Temperature and Cure Time
R2: material is too cold
R3: pressure holding time too short
R4: nozzle top mold time is too short
R5: thermal power not good
A1: Raise the temperature (measured with a thermometer)
Check the heating rod
Check the sensor and its location
Extension of time
Preheat inline items (plastic/metal)
A2: Long-term storage of materials at room temperature
A3: Extend dwell time
A4: Extend nozzle top die time
A5: Add heating rods (intermediate mold or extended heating rods)
Black lines or dark spots
R1: Material pollution
R2: Die wear
R3: screw or backflow prevention ring
R1: cleaning material feeding pipe
Check backflow preventer or ring
Reduce feed rate or reduce back pressure
R2: Check the mold situation
R3: Replace the return valve or ring
Rubber Problem
R1:The glue is not familiar
R2: Cold runner curing
R1: Extend nozzle top die time
R2: Lower cooling system temperature
Screw or static mixer curing
Regular cleaning
Micro Gel
A1: Stirring Reasons
A2: Screw curing
A3: Screw speed is too fast
A1: Increase feed rate or increase back pressure
A2: cooling screw & barrel
A3: Decrease screw rotary speed
Have Thread
Gloves
change gloves
black spot
air gun
Check the air path
Color Spot
R1: additive color
R2: Material Mixing Material
R3: static mixer
A1: Control Stable Additive Color
Increase the amount of color added
A2: Increase screw speed
A3: cleaning
Check the color addition port (too big/clogged)
flow marks
/
Color paste dispersion
Change color paste batch number
Change the shape of the injection port (membrane needle-shaped film injection port)
matte finish
Volatile accumulation
Regular cleaning
melt point deformation or burning
R1: Temperature is too high
R2: Injection speed is too fast
A1: Reduce the temperature
A2: Decrease injection speed
Trapped gas deformation or burnt
R1: exhaust
R2: The shape of the injection port
R3: Gas in the glue
R4: Screw back
R5: Product has air bubbles
R6: Curing time is too short
A1: Enlarge exhaust port or slot
A2: Using a film injection port
A3: Exhaust properly
A4: Reduce the screw back distance or not back
A5: Control injection speed
Mold vacuum
A6: Extend cure time or increase temperature
Extend runner sealing time (extend nozzle top mold time)
Normal Burning
R1: runner unbalance
R2: Mouth top mold
R3: Temperature is too high.
R4: Injection speed is too slow
A1: Control runner balance
A2: Adjust the angle and pressure of the nozzle top die
A3: Reduce the temperature.
A4: Increase injection speed
Increase the injection port
product shortage or shrinkage
R1: Material feeding no enough
R2: Check the valve
R3: temperature is too high
R4: Injection speed is too slow
R5: Viscosity too high
R6: Mouth closed
A1: Increase supply pressure
A2: Check the return loop
A3: Lower the mold temperature.
Increase injection pressure
A4: Increase the injection port
Reduce clamping force
A5: Increase the injection port and runner
Increase the exhaust port
Balance injection port
Mold vacuum
A6: Dosing volume control
flashing
Excess shoting
Improve clamping force
Dosing volume control
Adjust the shot weight
LSR liquid silicone rubber injection molding can run multi-materials as well to have a value-added appearance and performance. But liquid silicone rubber LSR injection moulding have a bit different with normal plastic multi-component injection moulding. The LSR injection machine injection unit is usually on the main axis of the LSR injection molding machine.
So what plastic materials can be used for LSR multi-component injection moulding? Below we will list the table for the most seen plastic bonding abilities with the liquid silicon rubber.
2. The fluidity of LSR is very good, so it does not require high clamping force and injection pressure, but it requires higher accuracy of injection.
3. The exhaust of LSR is relatively difficult, and the exhaust clearance is generally 0.02mm. Therefore, the requirements for mold accuracy are higher.
1. Advantages of Liquid silicone rubber
* High transparency.
* Its low viscosity will allow the material to flow easily into thin and complex areas of the mold.
* Good compatibility with human tissues and body fluids.
* Excellent chemical resistance.
* Suitable for mass production.
* Excellent mechanical properties, including good elongation, excellent tear strength, high tensile strength, wide hardness range (5-80 Shore A).
* process repeatability.
* Short cycle times compared to compression molding.
* Resistant to bacterial growth.
* Process can be easily automated.
* Sterilization capabilities make LSR suitable for use in healthcare products.
* Great resistance and stability in most consumer environments.
* Better high temperature resistance than thermoplastics.
* Suitable for complex, high-precision parts.
* High tear and tensile strength.
* Good elasticity, good breathability, good insulation.
* Small shrinkage: one thousandth (can be used for precision casting).
* Resistant to UV irradiation, strong anti-aging properties.
* The glue is resistant to high and low temperatures (additional silicone can withstand temperatures around 150-220 degrees).
2. Disadvantages of Liquid silicone rubber
* LSR cannot be reshaped after curing and therefore cannot be recycled.
* Production cycle time is a bit long and silicone injection molding machine cost is a bit high.
* If left untreated, they can trap dust and other particles.
* They are not suitable for soaking in alcohol or gasoline.
* LSR inhibits its cure when exposed to certain materials, such as sulfur and latex.
* Limited material selection for liquid injection molding process.
* Silicone is available in limited grades.
* It cannot be mixed with the condensation type. Organic compounds containing N, S, P and ionic compounds such as Sn, As, Hg, Ph can easily poison the addition mold and cause non-curing.
Advanced LSR materials offer manufacturers the opportunity to cost-effectively mass-produce complex liquid silicone injection molded parts.
2. Low chance of contamination
The LSR manufacturing process takes place in a closed system, which reduces the possibility of contamination, as the operator does not have to touch the material and is not exposed to the environment.
3. Higher automation level
Solid silicone processing is laborious, but LSR can automate injection equipment, tooling, and ejection equipment. This results in lower labor costs to monitor the system and change tanks.
4. Fast cycle time
The cycle time of the LSR assembly depends on the following factors:
Eliminate flash and waste
Liquid silicone rubber does not produce flash waste because it enables the creation of flash-free molds.
The temperature of the mold and possible inserts.
The temperature at which the material reaches the mold.
The geometry of the component.
General vulcanization characteristics.
The chemical properties of the cured material.
Silastic LSR cures faster by preheating the syringe barrel and cold runner to 40-80°C.
5. Enhanced security
Automation options eliminate the need for operators to enter the forming area. Use conveyor belts, chutes, or robots to remove parts from the silicone injection mold machine, reducing burns or other safety hazards.
Liquid silicone rubber injection molding provides customers with a consistent, efficient, and cost-effective processing method for a variety of applications.
6. Biocompatibility and Performance Characteristics
LSR Liquid silicone rubber is antibacterial, easy to sterilize and is odorless, tasteless and rust-free.
7. Automatic production molding
Silicone products are usually produced and formed automatically, with stable and reliable quality, safety and hygiene, few laborers, and low silicone injection molding machine cost.
8. Multi-material molding is possible
Liquid silicone rubber can be bonded to a variety of plastics and metals, and the products are diverse and rich.
9. Silicone design flexibility
Liquid silicone rubber LSR are able to fill part geometries with tighter tolerances than thermoplastic elastomers. LSR enables precise features, varying wall thicknesses, reduced potential for shrinkage, etc.
The liquid silicone injection molding molding process can be roughly divided into the following 6 stages: mold clamping, plastic injection, pressure holding, cooling, mold opening, and product removal. In this process, the quality of liquid silicone injection molding is generally closely related to temperature, pressure and time: the improvement of temperature control can be controlled in three stages: barrel temperature, nozzle temperature, and mold temperature. The nozzle temperature is usually slightly lower than the maximum temperature of the barrel, the principle is to prevent the liquid silicone from being vulcanized and blocked in the nozzle. The mold temperature is divided into three parts: heating, heat preservation and cooling. The temperature of the mold depends on the vulcanization conditions of the liquid silicone rubber, the size and structure of the injection molded parts, the performance requirements, and other process conditions (liquid silicone rubber hot vulcanization temperature, injection speed and injection pressure, and the requirements for a single injection molded part. time, etc.).
Liquid silicone molding machine pressure control. Pressure control in injection molding is divided into plasticizing pressure and injection pressure, which directly affect the quality of injection molded parts.
①Plasticizing pressure (back pressure): When the liquid silicone rubber injection molding machine adopts a screw injection machine, the pressure that the molten material at the top of the screw is subjected to when the screw rotates and retreats is called the plasticizing pressure, also known as the back pressure. The magnitude of this pressure can be adjusted by a relief valve in the hydraulic system. Increasing the plasticizing pressure will strengthen the shear action proportionally, which can increase the temperature of the thermally vulcanized silicone rubber material; and vice versa;
②Injection pressure (injection pressure)
The injection pressure of the liquid silicone injection molding machine is calculated by the pressure exerted by the top of the plunger or screw on the liquid silicone rubber. The role of injection pressure in injection molding is to overcome the flow resistance of the silicone rubber material from the barrel to the cavity, give the silicone a rate of filling and compact the silicone rubber.
The Durometer (Shore A) Hardness Range for Liquid Silicone
Liquid silicone molding compounds Hardness available ranges normally from 10 to 70 durometer Shore A.